Lambda Resins isn’t a typical industry giant – and that’s precisely its strength. As a highly specialized resin manufacturer, the company has emerged over the past two years – under the umbrella of Nagel Technologies GmbH – as a sought-after technology partner for OEMs and innovation leaders. With powerful, thermally conductive casting resins, Lambda Resins GmbH (Germany) addresses some of the central challenges of electromobility, especially where conventional solutions reach their limits.
Axial Flux Motors: Compact, Efficient, and Resource-Saving
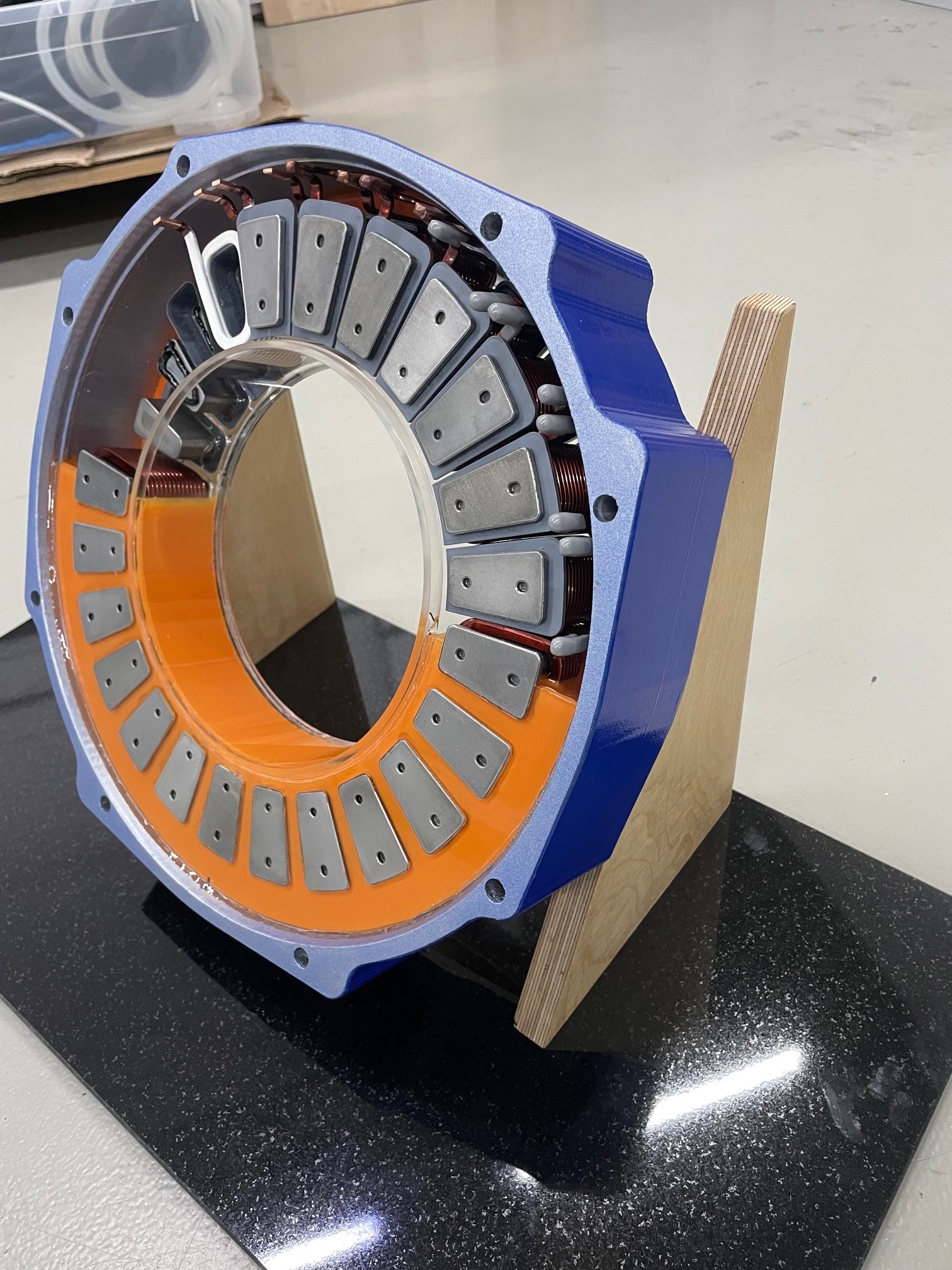
A key application area is the axial flux motor – a forward-looking alternative to the traditional radial flux motor. Where compact design, high torque, and low power-to-weight ratios are essential, axial flux motors come into their own. They also offer a tangible economic advantage: significantly less copper, iron, aluminum, and magnetic materials are needed per kilowatt of output.
Key advantages at a glance:
- Lightweight design
- High power density
- Optimal torque-to-weight ratio
- Improved energy efficiency
- Reduced raw material consumption
The Challenge of Scalability – and How Lambda Resins Provides a Breakthrough
Despite these technical advantages, many axial motor concepts have so far failed to reach mass production. The main hurdle: costly bonding and joining processes have hampered industrial scalability. This is where Lambda Resins steps in – with an innovative encapsulation material and an integrated system approach for thermal and structural optimization of electric motors.
Why Axial Flux Motors Aren’t Yet Mass-Produced – and How Lambda Resins Can Change That
Axial flux motors promise a new dimension of power density, spatial efficiency, and torque – all while consuming fewer materials. However, the complexity of their geometry demands precise alignment, extensive fixation, and a high share of bonding operations – often paired with thermal intermediate steps. The result: high energy consumption, long cycle times, and excessive production costs.
In the automotive industry especially, this represents a major barrier to mass adoption. "For any drive concept to be viable for series production, it needs a cycle time of less than one minute per stator – a benchmark that most axial motor concepts currently fail to meet," says Uwe Köhler, CEO of Lambda Resins.
Lambda Resins offers a highly practical solution. Through targeted material development, the company has created a thermally conductive resin system so structurally robust that it can eliminate the need for bonding processes entirely. Instead of maintaining dozens of hot-press stations for bonded joints, Lambda Resins enables the direct casting of entire functional units – faster, more reliably, and with drastically lower capital investment. This doesn’t just make axial flux motors technically attractive – it makes them economically feasible.
Radical Simplification in Production: Fewer Parts, Less Effort, Greater Control
Lambda Resins' technology radically simplifies axial flux motor assembly. Instead of bonding, fixing, and thermally treating individual teeth, the innovative resin system enables the direct casting of complete functional units – including coils, tooth structures, and insulation. The result:
- Elimination of time-consuming bonding steps
- More robust components
- Shorter cycle times
- Higher process repeatability
A further technical benefit: the resins’ thermal expansion behavior is finely tuned to match the metal components used. Traditional weak points such as cracks and delamination are effectively avoided – even under the extreme lateral and torsional forces generated by high-frequency magnetic fields.
The encapsulation process also unlocks new design freedoms. By eliminating adhesives, mounting plates, and insulation layers, many components can be left out altogether – including intricate busbar holders and expensive GFRP or CFRP covers, which are prone to failure under vibration stress. Their removal allows the air gap between coil and magnet to be reduced by more than 60% – directly boosting efficiency through more torque, greater output, or lower energy consumption at equivalent performance.
From a production planning perspective, these advantages are significant. Traditional axial motor manufacturing might require over 100 hot-press stations to meet sub-one-minute cycle times. Lambda Resins' encapsulation approach achieves similar results with a fraction of the infrastructure – reducing floorspace, energy demand, and capital expenditure, while increasing flexibility for OEMs.
More Than Just a Material: Lambda Resins as a System Partner for E-Mobility
Unlike traditional resin suppliers, Lambda Resins goes far beyond delivering materials and data sheets. In close collaboration with the internationally active Nagel Group and its sister company Gehring Technologies, the team has developed dedicated process and equipment technologies that enable reliable, fully automated integration of casting resins into both existing and new production lines.
“We don’t just supply a material – we deliver a solution,” explains Köhler. “From component design and prototyping to casting strategies and production line integration, we support our customers as true partners.”
This includes a modular machine platform that automates the encapsulation process, controlling critical parameters like fill volume, thermal management, and curing. Complementing the hardware is design consultancy: Lambda Resins works closely with clients to optimize designs for resin integration – such as wall thickness reduction, improved thermal pathways, or even complete part substitution.
Proven Performance Gains – Across Applications
Lambda Resins’ resin systems are already being used in projects for motorcycle drives, commercial vehicle components, industrial drives, marine systems, and aviation – and since 2023, the company has supported several Formula Student teams as a development partner. One striking example: in a motorcycle motor application, Lambda Resins enabled a performance boost of up to 40% without any mechanical modifications.
The secret? Improved thermal dissipation, which reduced internal electrical resistance – translating directly into higher torque and greater efficiency. “We prove time and again that our resin doesn’t just work technically – it delivers measurable performance advantages. And word is spreading – we’ve become a bit of an insider tip,” says Köhler.
One Contact. One Process. One System.
Together with the Nagel Group and Gehring Technologies, Lambda Resins offers a fully integrated system for electric motor production – from resin development and process integration to complete line planning. By combining materials, machinery, and application expertise, OEMs receive a solution-focused, all-in-one package that minimizes coordination overhead, interface risks, and friction losses – while maximizing market readiness and investment security for innovative motor concepts.
Enabling the Axial Flux Motor for Mass Production
The future of drive technology isn’t just about new motor architectures – it’s about the materials and processes that make scalable production possible. Lambda Resins delivers exactly that: high-performance resin systems, combined with deep process and manufacturing know-how, specifically tailored to the needs of modern axial flux motors.
For OEMs and suppliers seeking efficiency and readiness for mass production, Lambda Resins and the Nagel Group offer a reliable and visionary partnership.
www.nagel.com