When identifying solutions that can offer assurance and longevity, the maintenance and reliability of assets repairs can be challenging, this white paper will look into the use of structural adhesives as the first-choice solution.
Structural adhesives can be used for affixing metal substratesor components as they provide high modulus and high strength. However, they are not currently internationally recognised like the traditional methodseven though adhesives are already used in a wide range of industries, such as aerospace, rail, and construction.
Traditional practice such as welding, riveting, nuts and bolts and mechanical fixing are perceived as the go to method.However, they all have their inherent inadequacies. Welding can be hazardous to health, riveting,nuts and bolts concentratethe stress locally while mechanical fasteners can concentrate stress.
This paper introduces a novel, two-component, solvent-free toughened epoxy adhesive material that provides high adhesion to metallic substrates while also being able to withstand high movement or cyclic fatigue in comparison to general epoxy materials.
As well as potential application areas, the article also discussesa number of benefits, including ease of use, load bearing andimpact resistanceproperties.
Introduction
Most industrial maintenance or repair procedures can eitherinvolve welding or use of mechanical fasteners as these can be perceived as easy andquicker, however, these procedures might initially seem to correct the issue but may cause more harm than good.Depending on the repair situation for instance welding or drilling to connect mechanical fasteners on a storage tank containing flammable liquid is not recommended for obvious reasons this is where a structural adhesive can really offer a solution for that maintenance repair.
There are many structural fixings used across a whole range of industries that may be part of any maintenance or repairthese include support brackets such as cable trays, antennas, heating coils filter pans or any other internal fixtures in vessels that’s suffer from corrosion, impact orvibration damage. Within construction there are fire water deluge systems, nozzles connections, facades panels and signs which can require maintenance overtime or adverse weather conditions.
Processequipment or piping can suffer from thinning or the steel or even through wall defects which will need either monitoring or repairing depending on whether the integrity of the equipment has been lost.
Structural fittings are generally for fixing of static members but maybe subjected to forces unbeknown at time of installation this could include thermal cycling of the joints, cyclic loading or vibration due to fatigue of a component.
If there are repairs due to the above, the contractor maybe in asituation where a choice of solution can be made, then the strengths and weaknesses need identifying.
Welding is regularly used for repairs as it is widely available while being well regulated with high customer confidence and high strength of the repair it does come with its inherent risks both the use, the material by heat stressingand the user as welding can cause both acute and chronic health risks.Application of welding repairs onto live piping sections, storage tanks or process systems and equipment should not be undertakendue to the high temperatures involved and not forgetting the combustible nature of the process fluid or gasrunning through or being stored in these components.
Bolted joints are seen as simple and low cost due to the ease ofdisassembly and reassembly and these can be dissimilar metals,but the use of dissimilar metals will contribute to galvanic corrosion, add weight to the joint, requiring routine inspection and tensioning while the drilled holes in the support material, stress distribution is not uniform and concentrated at the holes.
Structural adhesives have high bond strength whilst being lightweight, adhesive applied to cover the entire joint, resulting in uniform stress distribution, reducing metal distortion under strain.
Importance of a Strong Bond
Adhesive bonding is the joining of similar or dissimilar members together while creatingpermanent high strength bonds which can transfer structural stress without loss of structural integrity.
Regardless of the joint type used, it is important to understand the different stresses that are imparted onto a bonded assembly. Adhesives perform the best when the stress is two-dimensional to the adhesive, allowing the force to be applied over the entire bond area.
Joints that are well designed for adhesives place most of the stress into compression or shear modes, adhesives perform the worst when stress is one-dimensional to the adhesive, concentrating the load onto the leading edge of the bond line. Joints placing stress into cleavage or peel concentrate the stress onto the leading edge, which may lead to premature bond failures, especially if subjected to vibration, impact or fatigue
Bonds of high strength are obtained after cleaning of the substrate by removal of any contaminants followed by the roughening of the substrate generally in the form of grit blasting to international recognised standards, this is why surface preparation is critical to success regardless of what type of adhesive is used.
There are three types of bonding that are important to achieve to ensure good adhesion. These are:adhesive, chemical, and mechanical.
Adhesive relies on surface energy to generate adhesion to the substrate. While chemical relies on chemical bond formation and electronic bonding to produce adhesion. Mechanical adhesion is due to the creation of an irregular profile that allows a deeper profile to be produced.
Thetypes of structural adhesivesavailable have been summarised in Table 1
Table 1 - Types of Structural Adhesives

There are two types of failure mechanisms associated with structural adhesives:
1. Cohesive failure occurs in the bulk layer of the adhesive material. This failure mode is limited by the strength of the adhesive material and can be caused by insufficient curing of the adhesive and applications at a greater thickness than that recommended among others.
2. Adhesive failure occurs when the mechanical adhesion between the adhesive and the parts being joined is overcome by the loading. This failure mode is associated with inadequate surface preparation, presence of contaminants, or insufficient curing of the adhesive among others.
Background
Design considerations for Belzona 7311 were based on both technical target requirements and a practicality approach, as summarised in Table 2.
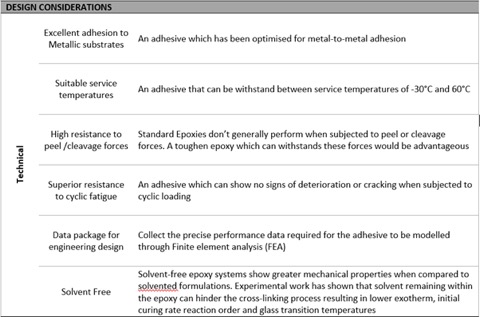
Table 2 - Design Considerations
Belzona 7311 was subjected to at least the following tests and evaluation protocols in to ensure that it met the design criteria previously discussed. Where possible, internationally recognised standards were used.
1. Cleavage Adhesion – ASTM D1062
2. Tensile Shear Adhesion – ASTM – D1002
3. Tensile Fatigue Resistance – ISO 9664
4. Impact Resistance –ASTM D256
Experimental Procedure
1. Cleavage Adhesion – ASTM D1062
Cleavage adhesion is used to assess the strength of an adhesive bond between two substrates when exposed to cleavage stress.
Belzona 7311 wasapplied between two identical grit blasted metallic cleavage test pieces to create a fixed bond area of 125mm² of minimal bondline thickness.
The specimen was allowed to cure then attached to a 25kN tensometer using suitable grips. The tensometer then applies a load at a fixed rate of 1.3mm/min exerting a cleavage force on the specimen until bond failure. This test is repeated five times so an average force can be calculated.
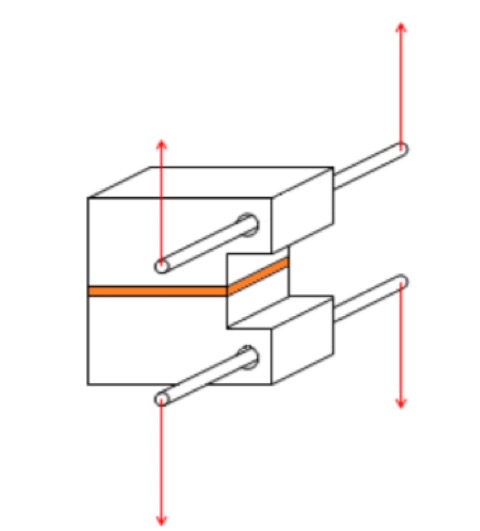
Figure 1 - Cleavage adhesion test
2. Tensile Shear Adhesion – ASTM – D1002
Tensile Shear Adhesion or lap shear adhesion is used to determinethe adhesive strength of a material when bonded between two ridged metallic substrates.
Samples are 100 x 25.4 x 2mm and are overlapped lengthwise by approximately 12.7mm and bonded toa minimalbondlinethickness with Belzona 7311.
The specimen was allowed to cure then attached to a 25kN tensometer using suitable grips. The tensometer then applies a load at a fixed rate of 1.3mm/min exerting a cleavage force on the specimen until bond failure.
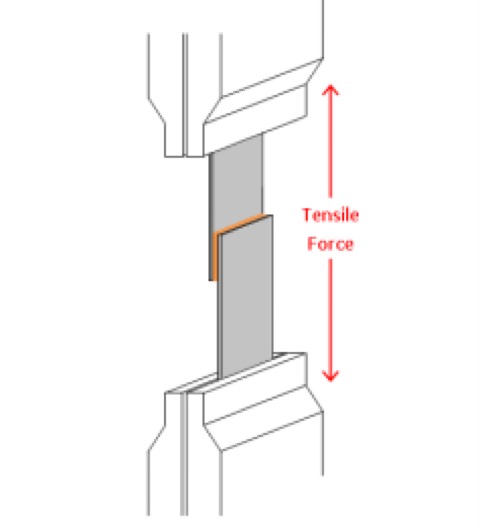
Figure 2- Tensile force
3. Fatigue Resistance – ISO 9664
Fatigue resistance is the highest stress that a material can withstand for a given number of cycles without breaking.
A standard static Tensile shear adhesion test was conducted to determine the mean breaking stress – 24.17 MPa following this 35% of the mean breaking stress value is used as the mean stress in fatigue testing - 35% mean shear stress = 8.461 MPa (24.17 MPa x 35%)
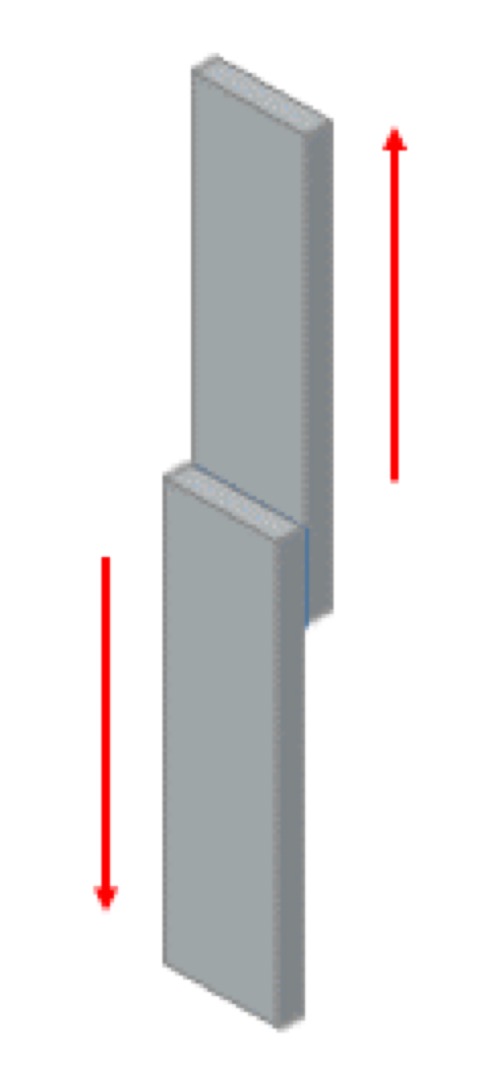
Figure 3- Tensile shear adhesion test
At four different alternating stresses, fatigue testing was conducted at 30Hz until failure:
1. 80% = 6.8 MPa (8. 461 MPa x 80%) Stress amplitude cycles between
2. 60% = 5.1 MPa (8. 461 MPa x 60%) Stress amplitude cycles between
3. 57.5% = 4.9 MPa (8. 461 MPa x 57.5%) Stress amplitude cycles between
4. 55% = 4.7 MPa (8.461 MPa x 55%) Stress amplitude cycles between
Figure 4 - ISO 9664 Fatigue stress cycle
4. Impact Resistance – ASTM D256
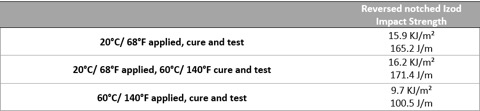
Impact tests can be used to assess the toughness of a material, a material’s toughness is a factor of its ability to absorb energy during plastic deformation. Brittle adhesives have low toughness as a result of the small amount of plastic deformation that they can endure. Tougher materials on the other hand can absorb greater energy during fracture and thus, have improved impact resistance.
The Izodimpact test allows for samples to be tested in two forms: either ‘notched’ or ‘un-notched’ in our case the testing will be notched which has a V-shaped notch of approx. 2.5mm in depth with a total defect angle of 45°in the centre of a specimen sample with dimensions of 12.7 x12.7 x 65mm. The notch concentrates stress and allows measurement of crack propagation.
Non-standard testing:
5. 3-Point Load Test
This comparative technique is used to assess the relative flexibility of adhesives when applied to a metallic substrate. In this test a mild steel panel of dissimilar dimensions
Plate 1 550 x 50 x 10 mm thick
Plate 2 225 x 50 x 10 mm thick
are stressed to the point the adhesive fails. The panel is held in position at two points, one at either end of the sample and is gradually stressed at a single point in the centre of the specimen via a hydraulic press as seen in figure 3. The greater the displacement i.e., the further the press travels until failure the more flexible the adhesive. The thickness of the adhesive will influence the degree of flexibility so analysis should be duplicated for repeatability purposes. In the case of this testing at the manufacturing stage the specimens were compressed by hand pressure only, to try and replicate ‘in field’ applications of achieving below the maximum bondlinethickness of 2mm.
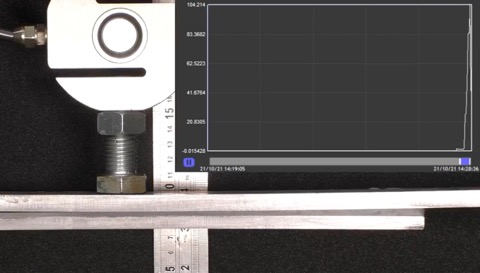
Figure 5– 3-Point Load Testing
Testing Results and Discussion
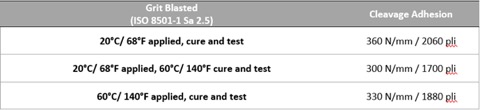
1. Cleavage Adhesion – ASTM D1062
Table 3 - Cleavage Adhesion Results - ASTM D1062
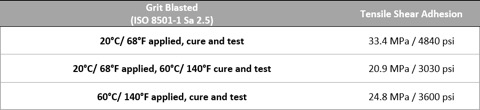
2. Tensile Shear Adhesion – ASTM – D1002
Table 4 - Tensile Shear Adhesion Results– ASTM D1002
3. Tensile Fatigue Resistance – ISO 9664
Table 5 - Cyclic Fatigue Testing Results
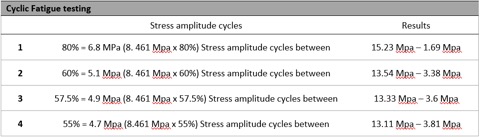
Figure 6 - Belzona 7311 SN Curve
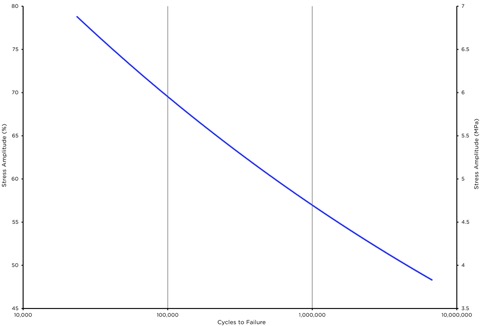
From a mean breaking stress of 35% (8.461 Mpa), Belzona 7311 will survive 106 cycles at 56.6%, with an alternating stress amplitude of ± 4.791 Mpa = 13mpa to 3.67 Mpa
4. Impact Resistance – ASTM D256
Table 6 - Impact Resistance Results – ASTM D256
5. 3-Point Load Test
Table 7– 3-Point Load Test Results
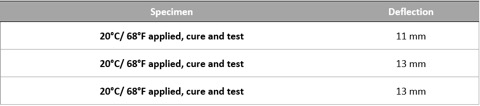

Figure 7–3-point load Specimen Testing
Conclusions
Several conclusions can be drawn from the use of Belzona 7311 as a solution for the repair or maintenance of assets:
1. Belzona 7311 offers high resistance to structures that are subjected to forces such as peel, cleavage, vibration, or cyclic loading.These include, but are not limited to,support bracketsfor fire deluge systems, internal and external fixtures on process equipment, wear pads and wind girders on storage tanks.
2. As Belzona 7311 offers an array of additional practical features including ease of application, ability to hold its own structure when placed in vertical applications and superior adhesion to metallic substrates, the toughenedepoxy can be used on structural support reinforcements, load transfer supports and metallic staircases and ladders.
3. Plate bonding to repair thinning or through wall defectson areas such as pipe/piping, process equipment,storage tank floating roofs and platform decks can utilise Belzona 7311 as it offers high impact resistance and flexural properties.
4. Belzona 7311 has been optimised for metal-to-metaladhesion and exhibits an extensive data listwithover 20 testssolelybased on adhesion. The performance data can be used for Finite Element Analysis (FEA) or simulationstoaid in bond designing or qualification of the adhesive in areas that would normally be seen as high risk for standard epoxies such as handrails and walkways.

Figure 8 - Structural adhesive, Belzona 7311, used to bond bracket
Please click here for more information about Belzona 7311.












 Henkel’s ever popular Solutions Guide has been updated and includes comprehensive details about some 170 products from the Loctite and Teroson ranges. Not only are the product details featured but, helpfully, the brochure also how they can be used to solve a wide range of engineering problems.
Henkel’s ever popular Solutions Guide has been updated and includes comprehensive details about some 170 products from the Loctite and Teroson ranges. Not only are the product details featured but, helpfully, the brochure also how they can be used to solve a wide range of engineering problems.  On Friday 29th January 2010 Belzona, a global manufacturer of protective coatings and polymer repair composites proved their faith in their products by ‘flying’ a top of the range Mercedes SL500 AMG class 2 metres over another Mercedes S class by a joint bonded with Belzona product.
On Friday 29th January 2010 Belzona, a global manufacturer of protective coatings and polymer repair composites proved their faith in their products by ‘flying’ a top of the range Mercedes SL500 AMG class 2 metres over another Mercedes S class by a joint bonded with Belzona product.  The EFD advanced solder pastes help improve your soldering applications. The paste is conveniently packaged in syringes,cartridges, jars and flex packs. Its unique features include:
The EFD advanced solder pastes help improve your soldering applications. The paste is conveniently packaged in syringes,cartridges, jars and flex packs. Its unique features include: Penloc Thread Lockers, Penloc Retaining Compounds and Penloc Structural Adhesives are essential tools in any engineers tool box. Eurobond Adhesives Ltd offer a range of high performance anaerobic and 2-part toughened acrylic bonding solutions that are specifically designed for the engineering & maintenance sectors.
Penloc Thread Lockers, Penloc Retaining Compounds and Penloc Structural Adhesives are essential tools in any engineers tool box. Eurobond Adhesives Ltd offer a range of high performance anaerobic and 2-part toughened acrylic bonding solutions that are specifically designed for the engineering & maintenance sectors. The Reinhardt-Technik range of
The Reinhardt-Technik range of Eurobond Adhesives Ltd have launched a new addition to their electrically conductive range of adhesives. Elecolit 3653 is a single component silver filled, highly flexible and solvent free electrically conductive epoxy adhesive. This unique flexibility makes it ideal for applications that are subject to vibration or rapid temperature changes and thermal shock. Elecolit 3653 can be thermally cured in five minutes at 150
Eurobond Adhesives Ltd have launched a new addition to their electrically conductive range of adhesives. Elecolit 3653 is a single component silver filled, highly flexible and solvent free electrically conductive epoxy adhesive. This unique flexibility makes it ideal for applications that are subject to vibration or rapid temperature changes and thermal shock. Elecolit 3653 can be thermally cured in five minutes at 150