
 Could the recent inspections in China looking at hazardous chemicals, mining and fire safety bring about more local standards and regulations? With so many to navigate globally already, is there instead scope to for creating a common ‘EX’ language?
Could the recent inspections in China looking at hazardous chemicals, mining and fire safety bring about more local standards and regulations? With so many to navigate globally already, is there instead scope to for creating a common ‘EX’ language?
Latest Case Studies & White Papers
 Although static electricity can be regarded as a difficult subject to grasp, it is also vital that anyone operating in hazardous areas or with flammable materials is aware of the risks.
Although static electricity can be regarded as a difficult subject to grasp, it is also vital that anyone operating in hazardous areas or with flammable materials is aware of the risks.
This case study reviews an incident where vacuuming off-spec Toluene from a sump caused the vapours to ignite from a static spark discharge. The primary cause determined through an investigation, was that the truck was not grounded, causing the build-up and eventual discharge of static electricity, causing the vapour to explode.
 Ericsson is a leading provider of technology, infrastructure and services to telecommunications operators around the world. As the world’s largest supplier of mobile networks, Ericsson provide mobile and broadband connections to more than 2 billion people globally.
Ericsson is a leading provider of technology, infrastructure and services to telecommunications operators around the world. As the world’s largest supplier of mobile networks, Ericsson provide mobile and broadband connections to more than 2 billion people globally.
In the UK, Ericsson has a team of over 500 lone workers who carry out maintenance services across the country. Working around the clock and in remote locations, lone working engineers use StaySafe to check-in with their supervisors while they work.
 This article is based on a paper we presented recently at BulkEx 2018, entitled ATEX and Explosion Hazards in the Materials Handling Industry. In that presentation we addressed a fundamental question: Competence v Compliance?
This article is based on a paper we presented recently at BulkEx 2018, entitled ATEX and Explosion Hazards in the Materials Handling Industry. In that presentation we addressed a fundamental question: Competence v Compliance?
 Gardner Denver’s Ultima compressor still sets benchmark in oil-free technology
Gardner Denver’s Ultima compressor still sets benchmark in oil-free technology
For those seeking a best-in-class oil-free system, Gardner Denver’s CompAir Ultima compressor sets a benchmark in performance, operational efficiencies and for meeting the highest possible air quality standards. (Read More)
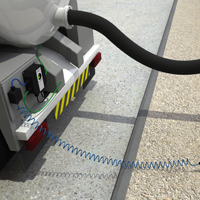 Static Earthing Protection for Vacuum Tankers
Static Earthing Protection for Vacuum Tankers
Vacuum tankers provide a wide range of services to the hazardous process industries, ranging from storage tank cleaning to the recovery of combustible materials resulting from leaks and spills. A key feature of this type of service is the recovery of materials in locations with potentially combustible atmospheres.
Static electricity is a well-known ignition source within the hazardous process industries and because the (Read More)
 Proven Strategies And Best Practices For Efficient Asset Management And Maintenance
Proven Strategies And Best Practices For Efficient Asset Management And Maintenance
An aligned approach to IT systems, asset strategy, and people and productivity has the power to profoundly impact operational and commercial success.
The T.A. Cook event “Maintenance Days Europe” is designed to reflect the latest challenges facing the global asset management community, with a user focused agenda that has been comprehensively researched with maintenance (Read More)
 The High Cost of Exposing Workers to Chemicals at Point of Use
The High Cost of Exposing Workers to Chemicals at Point of Use
The tip-and-pour method, as well as poorly designed pumps, can expose workers to injury and companies to significant financial losses.
In the manufacturing of plastics, workers often transfer potentially hazardous liquid additives such as plasticizers, colorants, dyes, lubricants, antimicrobials, and flame retardants into smaller containers, vessels, or directly into tanks or machinery. (Read More)
 By Ulf Persson, Technical Manager (Europe), Camfil Air Pollution Control
By Ulf Persson, Technical Manager (Europe), Camfil Air Pollution Control
Explosive or potentially explosive dusts are a part of many industrial processes for which dust collection systems have to be designed to work. Ideally these systems should minimise or avoid the risk of an explosion, or ensure that in the event of an explosion the outcome can be safely controlled. In this article, we explore effective ways of venting and suppression.
By Ulf Persson, Technical Manager (Europe), Camfil Air Pollution Control
Part of many industrial processes, explosive dusts are the primary challenge for dust collection systems that are designed to minimise, avoid or control the risk of an explosion. In this white paper we explore the effectiveness of isolation.