
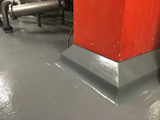
 A leading pharmaceutical company in Maidenhead was experiencing severe chemical attack on a pressure pot room floor. The originally applied polyurethane protective coating on the steel/aluminum checker plate floor had failed due to the spillage of flavour oils and the use of caustic soda to clean the room two to three times a day.
A leading pharmaceutical company in Maidenhead was experiencing severe chemical attack on a pressure pot room floor. The originally applied polyurethane protective coating on the steel/aluminum checker plate floor had failed due to the spillage of flavour oils and the use of caustic soda to clean the room two to three times a day.
Latest Case Studies & White Papers
 When millions of pounds worth of facility, equipment and production is reliant on the competency of the staff in that environment, it is fair to ask the question, actually how competent is ‘competent’ and what does that mean for potentially explosive environments?
When millions of pounds worth of facility, equipment and production is reliant on the competency of the staff in that environment, it is fair to ask the question, actually how competent is ‘competent’ and what does that mean for potentially explosive environments?
The question is often asked “What is meant by competence?” Competence is commonly regarded to be the ability to perform the activities within an occupation or function to an expected level. For those working in potentially explosive environments this is not just to the levels laid down by the employer or owner/manager of the facility (and often these go over and above general requirements), but it is also a matter of competency measured against internationally recognised Standards
 Is your Pollution Prevention Watertight?
Is your Pollution Prevention Watertight?
By David Cole, Water Pollution Manager at Hydro Consultancy.
The only acceptable kind of pollution risk is one that a business can demonstrate it has taken adequate measures to protect against. Flooding, pollution spills and fires are not far-fetched disasters that are unlikely ever to befall industrial or commercial premises. They happen all the time. (Read More)
 Introduction
Introduction
Equipment, whether it be electrical or non-electrical i.e. mechanical, pneumatic or hydraulics is designed to be used in explosives atmospheres formed by gases and vapours or combustible dusts. These locations where potentially explosive atmospheres may be present are subject to area classification and depending on the outcome we classify these locations as zones based on frequency and duration of any release i.e. zone 0, 1 or 2 for gases and vapours environments and zone 20, 21 and 22 for combustible dusts environments.
But what happens when we have both conditions at the same time in the same location?
 Peter Swan, MD of SBES, examines an often-overlooked issue
Peter Swan, MD of SBES, examines an often-overlooked issue
Lone working, which often takes place in isolated areas or at unsocial times, occurs across many different sectors including construction, labs, refineries, warehouses and data/server rooms. Safety of lone workers is vital for businesses, and employers have a responsibility to protect these workers, yet lone worker safety is an area that is often forgotten or neglected.
 Peter Swan, MD of SBES, examines an often-overlooked issue
Peter Swan, MD of SBES, examines an often-overlooked issue
Lone working, which often takes place in isolated areas or at unsocial times, occurs across many different sectors including construction, labs, refineries, warehouses and data/server rooms. The Office of National Statistics estimates that there are around six million lone workers in the UK.
 Molten sulfur is present in an ever widening range of industries and liquid sulfur storage tanks are used worldwide in crude oil refineries and natural gas plants to store liquid sulfur in very large volumes. Sulfur storage tanks are most commonly utilised as part of the Gas Treating System in sour crude oil refineries and gas sweetening facilities to temporarily store liquid sulfur produced in the sulfur recovery plant. These tanks are usually field erected and most commonly constructed of carbon steel.
Molten sulfur is present in an ever widening range of industries and liquid sulfur storage tanks are used worldwide in crude oil refineries and natural gas plants to store liquid sulfur in very large volumes. Sulfur storage tanks are most commonly utilised as part of the Gas Treating System in sour crude oil refineries and gas sweetening facilities to temporarily store liquid sulfur produced in the sulfur recovery plant. These tanks are usually field erected and most commonly constructed of carbon steel.
 By Ulf Persson, Technical Manager (Europe), Camfil Air Pollution Control
By Ulf Persson, Technical Manager (Europe), Camfil Air Pollution Control
Explosive or potentially explosive dusts are a part of many industrial processes for which dust collection systems have to be designed to work. Ideally these systems should minimise or avoid the risk of an explosion, or ensure that in the event of an explosion the outcome can be safely controlled. In this article, we explore effective ways of venting and suppression.
To download this white paper now, please visit http://www.camfilfarrapc.com/whitepapers/venting-and-suppression
 Free White Paper
Free White Paper
Dust Collectors and Explosion Safety: Isolation
By Ulf Persson, Technical Manager (Europe), Camfil Air Pollution Control
Part of many industrial processes, explosive dusts are the primary challenge for dust collection systems that are designed to minimise, avoid or control the risk of an explosion. In this white paper we explore the effectiveness of isolation.
To download this white paper now, please visit http://www.camfilfarrapc.com/whitepapers/explosion-isolation
 How can you manufacture explosion-proof equipment and systems to world-class safety requirements?
How can you manufacture explosion-proof equipment and systems to world-class safety requirements?
Depending upon the Zone of usage, electrical, electronic and mechancial equipment intended for use in potentially hazardous environments must be independently evaluated for their impact on overall safety. The European Union’s ATEX Directive and the IECEx Certified Product Scheme are two assessment routes used for the safety of equipment used in such environments. This white paper provides an overview of these two routes and provides answers to frequently asked questions.
Why download this white paper?
- Learn about the technical requirements of the ATEX Directive and the IECEx Scheme.
- Understand if you should seek equipment certification under both the ATEX Directive and the IECEx Certified Equipment Scheme.