The marine industry plays an essential role in steering the course of global commerce the total value of the annual world shipping trade has reached more than $14 trillion (US dollars). According to the United Nations (UN), a staggering 90% of everything we consume is transported by sea. Given the colossal size of the marine industry, it is essential to implement a range of strategies to enhance its sustainability. For example, it is imperative to discover a more sustainable fuel source, and finding solutions that enhance energy efficiency will be crucial.
Of these strategies, advanced coatings and repair composites play a significant role, offering not only the promise of efficiency gains and cost savings but also a seamless alignment with the broader goals of the Blue Economy. The UN iterates that the Blue Economy should “promote economic growth [...], while at the same time ensuring environmental sustainability of the oceans and coastal areas”. By simultaneously reducing costs and fortifying assets, these solutions, such as those produced by Belzona, echo these Blue Economy principles, steering the marine industry towards a more sustainable future.

Boats new and old repaired and protected with Belzona
What is the Environmental Impact of the Marine Industry?
Climate Action Tracker reports that the maritime sector presently accounts for about 3% of all global greenhouse gas (GHG) emissions. If left unregulated, projections suggest that this figure could surge to 17% by 2050. Thus, there is a pressing need for measures to curb and limit this escalation. Surprisingly, Brazil, the 5th largest country in the world, emits just 2.44%, underscoring the maritime sector's outsized role in global emissions.
To contextualise this further, marine transportation far surpasses both the carbon and total greenhouse gas emissions of international aviation. While aviation, a major emitter, contributes about 600 million tonnes of CO2 (MtCO2) per year, marine transport creates a huge 940 MtCO2 annually. Notably, the maritime industry also emits more than twice the amount of total greenhouse gas.
These statistics reveal the mammoth role of shipping in global emissions compared to other industries. Comprehensive measures are urgently needed to address and mitigate the environmental impact of the marine industry in the pursuit of sustainable practices.
What Strategies Are Being Implemented to Address This?
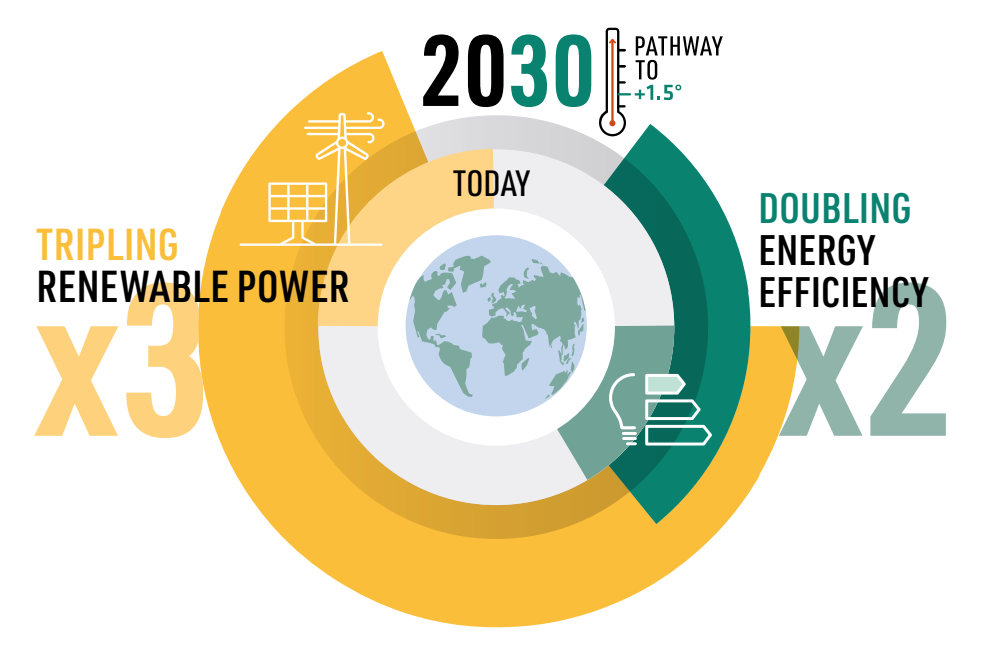
In recent years, a number of new regulations have been created to reduce and prevent air pollution created by shipping. For example, Annex VI of the MARPOL treaty, set in place by the International Maritime Organization's (IMO) limits the sulphur content of marine fuels and regulates emissions of NOx.
A chapter of this treaty added in 2011 targets operational energy efficiency measures with the goal of diminishing greenhouse gas emissions. There is a growing emphasis on adopting cleaner alternative fuels, improving energy efficiency, and hull design modifications, to reduce the carbon footprint of the industry. In addition, steps are now being taken to minimise the impact of heavy shipping on sea life. Let's take a look at some of these strategies in more detail:

Efficiency restored with Belzona for bow thruster of private yacht
The Marine Fuel Dilemma
In the pursuit of environmentally sustainable alternatives to Heavy Fuel Oil (HFO) and Marine Gas Oil (MGO), various options, such as LNG, hydrogen, ammonia and methanol, have been explored - each with its own set of challenges.
Liquefied Natural Gas (LNG) has grown in popularity in recent years; however, it is not a viable alternative as switching to LNG would not create a reduction in total GHG emissions. Although LNG has a lower carbon content, it raises methane emissions, which are 80 times more potent than CO2. In fact, the International Council on Clean Transportation (ICCT), asserts that using LNG as a marine fuel emits over 120% more life cycle GHG emissions than MGO. It therefore must be acknowledged that LNG, despite its lower carbon content, remains a high-emission fossil fuel and falls short as a sustainable alternative.
Sustainably produced hydrogen, ammonia and methanol, when produced from renewable sources, are all good sustainable options but face challenges in availability, storage and flashpoint. For example, Hydrogen encounters storage challenges due to volume. Furthermore, most hydrogen produced today is grey hydrogen (not produced sustainably). If enough green hydrogen could be produced and stored it would make a great sustainable alternative. Ammonia boasts easier storage characteristics but would also need to be produced in a carbon-neutral manner and has a low flash point. Provided a sufficient quantity could be produced, green hydrogen, green ammonia or green methanol offer sustainable options. As the industry grapples with the marine fuel dilemma, it becomes evident that more work is required to find a truly sustainable solution to this complex problem.
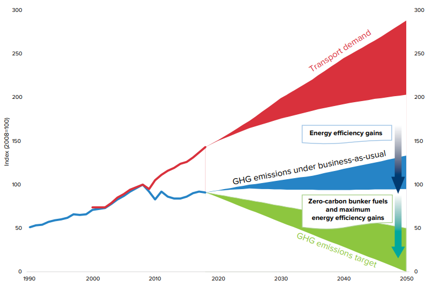
Historical and projected transport demand and GHG emissions from international Shipping| Source: UNEP, World Bank
Marine Cavitation
Thinking beyond greenhouse gas, the blue economy faces a host of other environmental concerns, including underwater noise pollution. Propeller cavitation leads to excess fuel consumption and can generate as much as 180 decibels of underwater radiated noise (URN) which can be heard by marine life over 100 miles away.
Propeller-induced cavitation is the formation and rapid collapse of bubbles, and this is the main source of underwater sound produced by ships. In fact, the propellor is responsible for about 80% of a ship's URN. The EU has already put in place thresholds to cut down on underwater noise and the IMO issued guidelines last year too. The UN has 17 Sustainable Development Goals and Goal 14, Life Below Water addresses the need to protect marine life. A recent study by the University of Victoria showed how beluga whales avoid marine noise even when many miles away as it masks their vocalisations. This can lead to chronic stress and the animals being displaced from their habitat. Reducing underwater noise footprint will help with species conservation.
Cavitation damage also reduces the propulsion efficiency of a propeller, incurring economic loss due to excessive fuel consumption and the requirements of frequent maintenance. It is clear then a long-term solution for propellor cavitation is required.
Case Study
One solution to reduce propellor cavitation, is to repair and protect cavitated propellers with Belzona. In the example below, Belzona 1111 (Super Metal) was used to build up the worst affected areas and then Belzona 1341 (Supermetalglide) was brush applied to provide overall protection. The customer opted for this solution after the failure of welding and inferior coatings. In a study carried out by Leeds University, it was found that Belzona 1341 (Supermetalglide) was fifteen times smoother than polished stainless steel, making it ideal for reducing resistance and noise as well as increasing efficiency. The port now has the confidence to inspect on a less frequent basis meaning the vessel can survey the river for longer periods, saving time and money in a dry dock.

After 10 years of service the hull of the vessel was suffering from cavitation around the propellor area.
Engine Chocking
As well as repairing and protecting propellors from cavitation, engine chocking to reduce vibrations is key for noise reduction and safety. The essential role of engine chocks is to ensure the proper alignment and stabilisation of ship engines, promoting overall operational reliability.
This is crucial as, left unaddressed, loose bolts can lead to heavy engine vibration, misalignment, bearing damage, and even crankcase explosion. Vibrations may also loosen torque on foundation bolts in crucial components like main engines, turbines, diesel-electric drives, gearboxes, and thrust blocks. Furthermore, if an engine is misaligned or chocks are incorrectly fitted, the overall life span is reduced, and replacement is costly from both an environmental and financial perspective.
Historically, metal has often been used for chocking, however, polymeric resin chocks prove to be a superior alternative. Compounds such as Belzona 7111 (Marine Grade), provide precise alignment with non-shrinking properties and, high impact and high compressive strength, saving time and manpower compared to conventional methods. Specifically designed to endure the physical and thermal shock common to marine environments. This makes it ideal for pouring foundations of heavy ship propulsion systems and other heavy equipment where alignment, and anchorage are essential.
Approved by the American Bureau of Shipping and Lloyd’s Register Classification, Belzona 7111 (Marine Grade) assures lasting alignment and durability, underscoring its excellence in ensuring safety and longevity in maritime applications. Minimising marine noise and extending asset life through solutions, such as those offered by Belzona, are effective and cost-efficient methods for reducing the negative impacts of shipping.

Belzona 7111 (Marine Grade) used to realign the main engine on a fishing boat with 500 tons of storage
Conclusion
A plethora of strategies will be necessary to achieve sustainable shipping. The quest for a sustainable fuel alternative, reducing underwater noise pollution, increasing efficiency, and the revolutionary use of coatings and composites are all integral strategies. Advanced polymeric solutions such as those produced by Belzona not only address critical issues such as cavitation and engine chocking but also offer a unique opportunity to revolutionise the industry. By simultaneously reducing capital expenditure, maintenance time and greenhouse gas emissions, these innovations play a pivotal role in steering the maritime sector towards a more sustainable and efficient future.
Using coatings and composites can revolutionise the maritime industry by simultaneously reducing capital expenditure and greenhouse gas emissions. Prioritising for the sake of the Blue Economy will propel the maritime industry into an era of environmental responsibility and economic resilience. Embracing these transformative solutions becomes not only a strategic imperative for the maritime industry but also a key enabler in realizing the holistic vision of a thriving Blue Economy that balances prosperity with responsible resource management.
Want to learn more about Belzona in the marine industry?
Click Here