
Condition Monitoring/Predictive Maintenance
Reliability Engineering - What’s it all about?
Condition Monitoring/Predictive Maintenance
Hits: 3811
 The contribution of maintenance to an organisation is unfortunately too often not fully understood until something goes wrong e.g. a failure of a significant plant item or asset.This will inevitably result in a consequential loss through the inability to produce or provide a service or the occurrence of an environmental health, safety or quality incident.
The contribution of maintenance to an organisation is unfortunately too often not fully understood until something goes wrong e.g. a failure of a significant plant item or asset.This will inevitably result in a consequential loss through the inability to produce or provide a service or the occurrence of an environmental health, safety or quality incident.
I believe Reliability Engineering is the backbone of a Professional Maintenance organisation providing structured methods and tools to maintain assets in a consistent and cost effective manner. It can not also yield financial benefits through reduced costs and increased asset utilisation but can provide an invaluable audit trail of decisions made to satisfy regulators and both internal and external bodies.
So why do so many organisations still not have the capability and processes in place to meet this objective? This may be because they do not truly understand the requirements, potential benefits and the levels of maturity that can be achieved in providing an effective Reliability Function. It may well be they are so reactive that they can not identify available resource to focus on what the business really requires.
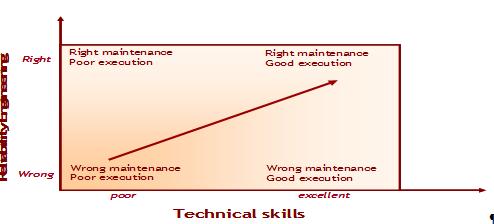
Professional Asset Management involves not only doing things right but doing the right things.This poses a number of questions for the modern maintenance manager wishing to optimize his assets:
• What value is added by the maintenance plans?
• How can the utilisation of assets be maximized?
• What is the optimum level of maintenance?
• How do I comply with regulations?
• What is the impact on production?
• What spare parts are required to support business?
To answer these questions and simplify the requirements for anyone considering on embarking on a Reliability improvement programme I believe this can be best explained by breaking the requirements down into some logical steps:
Step1: Business Alignment
The starting point must be to ensure that the objectives of the Maintenance function are closely aligned with those of the Business. The decision to focus on Reliability Engineering must be appropriate and based on the dominant drivers for the business and its current market situation. The level of ambition of the organisation to create a Reliability Engineering capability must consider current and future capability, technology levels and both financial and organisational constraints.
Many external factors are clearly out of the control of a business but there is significant opportunity to take control of the maintenance function and ensure that it is doing the right things in the most effective manner
Step 2- Calculate the Value Potential
The use of benchmarking and auditing is a useful mechanism which will allow an organisation to assess gaps in performance versus best in class and if executed correctly should identify the priority areas for improvement and quantify the potential benefits based on realistic target setting.
Clearly, maximising the use of scarce resource requires an assessment of the value potential of the asset base and by this I mean determining which assets deliver the most to the business and ranking them based on their value contribution and impact.
Step 3: Know your People
Each organisation will have developed its own culture based on geographical, historical and financial factors. To ignite the desire to change it is imperative the change history of the organisation is understood before embarking on an improvement programme. This will allow realistic and achievable targets to be set that match the capability and desire of the organisation.
If goals are over ambitious then motivation will be impacted and if too conservative benefits may not be realised.
In developing the Reliability function their must be close alignment between the people, processes and tools deployed. To be sustainable the aim must be to build competency at the right levels of the organisation.
Step 4: Know your Assets
One of the initial tasks of reliability engineering is to adequately specify the reliability requirements and system boundaries. To do this will require ready access to accurate drawings, asset performance data and technical manuals.
Recording the right data in the right way in the Enterprise Asset Management System is a prerequisite to perform adequate analysis. EN/ISO 14224 provides guidelines for collection and exchange of reliability and maintenance (RM) data for equipment. You need to start with the right definitions, formats of:
• equipment data, e.g. equipment attributes;
• failure data, e.g. failure cause, failure consequence;
• maintenance data, e.g. maintenance action, resources, consequences, down time
It is necessary to ensure that a comprehensive asset base is established so that all assets can be assessed based on their value to the organisation. This assessment may be quantitative or qualitative depending on the availability of asset data and is typically conducted by a mixed team of Engineers, Operators, Technician, and Production staff.
It is important to remember that the initial criticality ranking based on value is merely a tool to determine the best strategy for the equipment and in itself will yield no financial benefit.
Clearly, an asset with little impact or value to the organisation will not command the resource for a detailed reliability study. As the criticality assessment progresses, natural grouping of assets will be determined which should allow the appropriate strategy to be selected. Thus a decision can be made to undertake a detailed study for high ranked assets, perhaps some PM optimisation for mid ranged and a simpler PM approach or run to failure for lower ranked assets.
Step 5: Select the right Tools
There are many well documented methods and tools available to assist organisations in enhancing the reliability of their assets yet so many organisations still have a very unstructured approach to determining the life plans for their assets resulting in either over or under maintaining and high levels of breakdowns and corrective maintenance tasks. The key challenge is to find the right balance between preventive and corrective maintenance tasks.
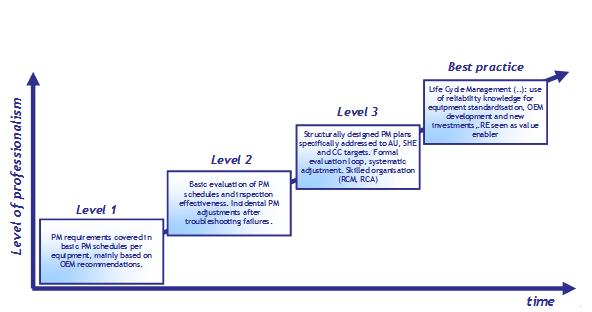
Even the more developed organisations that have adopted processes such as Reliability Centred Maintenance ( RCM) and Failure Modes Effect & Criticality Analysis ( FMECA) can often fall short. This is because in their desire to improve and mitigate all identified failure modes they often forget to assess the financial implications of the decisions made and make an informed decision balancing the risks to the business versus the costs. This can have a cumulative impact on the Maintenance budget across the life of the assets assessed.
The underpinning feature of the most common reliability tools is that they allow an organisation to determine the appropriate strategy by considering in a proactive way the potential functions, failure modes, cause and effects and then determine the necessary defence strategy.
The process for selection of the appropriate strategy may vary either through flow charts, decision trees, risk matrices but provided there is a sound understanding of the underlying principles then the right tasks should be improved from a reliability best practice principle. However, to provide a sharp business focus the best tools should consider not just the mitigation against the identified failure mode but the ongoing maintenance cost and resource burden to conducting the tasks. Thus, consideration should be given as to whether the risk of failure is acceptable or not and if not what is the most cost effective strategy to be implemented.
Step 6: Resource Planning
As the Reliability function develops and studies are created there will be a need to consider the impact of the selected strategy on resources. Typically, this will impact in a number of areas. Firstly, Inventory management, changing or introducing new tasks will challenge whether the right type and quantity of spares is held. This issue is normally best resolved by assessing risks of stock out, versus cost of holding and any decisions made must be aligned with the maintenance assessment.
Critical spares are often expensive parts that are rarely used and as such justification for holding on stock is not always obvious. Secondly, there may well be a significant impact on the manufacturing plan and thus asset availability and it will be necessary to take a pragmatic approach bundling tasks together to allow execution with minimum impact, or identifying non intrusive tasks.
Step 7: Implementation
To build capability and confidence a pilot approach is the most cost effective way to validate the methodology, processes and tools to be used. It is imperative that adequate preparation and prioritisation is done upfront to ensure the pilot is targeted correctly. This will provide an opportunity to gain buy in from relevant staff, demonstrate the improvement potential and allow any necessary adjustments to be made based on real experience. It will also allow confidence and competence to build in a relatively controlled environment.
A pilot study will allow relevant learning’s to be captured and translated into future activities. If external support is involved in supporting this process, the deliverable should be to leave an organisation with competence at the desired levels, provide a good understanding of the underlying principles of reliability engineering and a process that is easy to understand and deploy in a timely fashion.
For the benefits to be realised it is imperative that the hard work gathered through studies is captured in an efficient manner that can be readily transferred to the maintenance system. If this process is not efficient then there is danger that the final stage will not be completed and benefits not realised. More commonly integrated software is now available to take output from studies and transfer in an efficient manner to the EAM, utilising bulk uploads of data.
Finally, the processes must be clearly defined to support the Reliability activities and transferred to the organisation by carefully defining roles and responsibilities.
Step 8 : Monitor and Review progress
To maximise the benefit from a reliability programme there is a need to provide an efficient means of accessing and analysing data. Too often the work undertaken as part of a reliability improvement programme is viewed as a one off activity but in truth needs to be managed much more dynamically based on equipment achieved levels of performance.
The quality of data gathered will be based on the experience and knowledge of the staff involved and the integrity of the data utilised. As both of these continue to develop, then it is vital that the initial work is revisited based on new information and in doing so will continue to validate the reliability study and continue to drive increased levels of performance.
Unfortunately, this improvement cycle is often not fulfilled due to poor motivation, lack of integration of systems, and inadequate reporting and functionality of systems used.
The best performing organisations will have clearly designed targets based on benchmark data and realistic levels of improvement, processes firmly embedded in the organisation at all levels and efficient data capturing and reporting.
Ideally, the performance indicators selected to drive improvement should not just focus on cost reduction and asset utilisation. They should highlight the effectiveness of the maintenance tasks deployed in reducing failure rates and the subsequent impact on the works order management process. In reality many organisations struggle to extract data in a way that makes it transparent to them what the real trends and issues are.
Step 9: Design for Reliability
As an organisation becomes more mature in its level of reliability competency, their will be more focus on the total life cycle of assets. This will drive more involvement in investment and acquisition decisions based on sound knowledge and data. Equipment will be specified more frequently using reliability and maintainability criteria that meet the desired performance levels of the business. There will be closer working and transferring of information with suppliers and OEM’s to drive up standards of components and systems. More complex techniques, simulation modelling and scenario planning may be a requirement for more complex systems.
Reliability studies will in time become less reactive and more proactive and delivered earlier in the life cycle where there is opportunity to redesign at minimum impact and cost. Levels of standardisation will improve and the Reliability Function will be truly embedded in the organisation as a value added activity.
More information
Do you want to know more about the way in which Reliability Engineering gives you insight information in the added value of maintenance,please contact:
Mainnovation at www.mainnovation.com
Mainnovation is a leading consultancy organisation, specialists in maintenance improvement projects, from audit right through to implementation. With the Value Driven Maintenance® methodology, Mainnovation innovates organisations in the maintenance market.
Mick Saltzer is a Managing Consultant for Mainnovation, a leading consultancy firm with offices in the UK, US, Sweden, Belgium and Netherlands. Mick has over 20 years experience in Asset Management and is leading business development in the UK.
