
|
|
The European Commission should be more strategic in the way it supports the countries outside the EU in enhancing their nuclear safety, according to a new report by the European Court of Auditors (ECA). Despite some important achievements, it lacks a comprehensive and updated strategic approach, which reduces clarity about what goals the EU is trying to reach and hinders coordination of the financial support at its disposal. The auditors also criticise it for a lack of robust prioritisation and monitoring of EU funding, which was insufficient in several aspects. The devastating accidents in Chornobyl in 1986 and Fukushima in 2011, and Russia’s aggression against Ukraine since 2022, have heightened nuclear safety concerns around the world. However, demand for energy keeps on rising, and nuclear power is providing a growing proportion of it. The EU has historically been an active promoter of international nuclear safety cooperation. For example, it helped deliver complex, first-of-a-kind activities such as the safe confinement structure over the destroyed Chornobyl reactor 4, which was damaged as a result of Russia's war. Since 2014, the EU allocated around €600 million in grants to partner countries for training, equipment, infrastructure, expertise and remediation, and provided a €300 million loan for a safety upgrade of nuclear power plants in Ukraine. “In nuclear safety, one thing is crystal clear: prevention is infinitely better than cure”, said Marek Opioła, the ECA Member leading the audit. “While the EU remains an important global player in nuclear safety cooperation, it should develop an all-round and up-to-date strategy to guide its cooperation and improve the selection and monitoring of EU-funded actions.”. In an area that has evolved considerably over time and includes many players with similar objectives, the absence of such a strategy is significant. To start with, such a strategy would identify the areas of greatest value of EU action, and take account of initiatives by other stakeholders. In addition, it would clearly establish the goals the EU’s executive aims to achieve, the financial support it plans to use and the stakeholders that should be involved. As it stands, there is no strategic guidance for all tools available to the Commission, including grants and loans. Second, the Commission should improve the process for selecting EU-funded actions. Although its activities responded to needs, the proposals from non-EU countries were not selected with due transparency, as there was no scoring or ranking. This makes it hard to guarantee that EU funding was allocated to where it could deliver the most value. For instance, evidence indicates that some actions in Central Asia and Iran, although they addressed certain specific nuclear safety risks, were driven primarily by broader geopolitical considerations. Third, EU funded activities often experienced delays and, sometimes, cost overruns. This was particularly the case for large-scale construction and remediation works. While higher costs can partially be linked to their complexity, persistent funding gaps and lack of performance incentives also played a role, while the long-term sustainability of some activities remains at risk. Lastly, in several aspects the Commission could have done more to supervise how the funded activities were run. A case in point is the €300 million loan to finance a large-scale programme carried out by the operator of nuclear power plants in Ukraine. The Commission chose to rely on third parties for monitoring and disbursed the loan without having assurance that the funds would exclusively finance programme-related expenses incurred and paid by the borrower. Background information Nuclear safety encompasses the safety of nuclear installations, of radioactive waste and of the transport of radioactive material. As of July 2025, there were 416 operational nuclear reactors in 31 countries around the world, around 40 % of which were more than 40 years old. The wide distribution of these technologies and the powerful effects of radiation if they malfunction make effective safety measures imperative. EU action in the field of nuclear safety, including international cooperation, is based on the Treaty of the European Atomic Energy Community (Euratom Treaty). Euratom shares the same executive bodies and member states with the EU, while the majority of actions based on the Euratom Treaty are funded through the EU budget. The EU’s grants from the Instrument for Nuclear Safety Cooperation and loans from Euratom have supported a wide range of activities, from education and training to the provision of expertise and the supply of safety-related equipment, infrastructure and remediation work. The auditors examined the design of the EU’s framework for international nuclear safety cooperation; the allocation of EU financial support between 2014 and 2024; the monitoring of what has been financed; and the results achieved by EU-funded measures to improve nuclear safety in Armenia, Iran, Kyrgyzstan, Tajikistan, Ukraine and Uzbekistan. Special report 08/2026: “International nuclear safety cooperation: The Commission remains an important global player but lacks a comprehensive strategy and robust monitoring” is available on the ECA website, together with a one-page overview of the key facts and findings. |
News

Filtermist Limited will be showcasing three brand-new products on stand 418 in Hall 19 at MACH from 20th-24th April – all designed to help UK manufacturers ensure the air in their production facilities is clean and safe to breathe.
Graeme Bell, Filtermist’s Global Commercial Director, elaborates, “As part of the global Absolent Air Care Group, Filtermist has access to an ever-expanding product portfolio which is continually evolving. We are widely known for our UK manufactured oil mist filters and aftermarket services, but we also manufacture Dustcheck and Kerstar branded dust collectors, process filters and industrial vacuum cleaners, and we distribute and support industrial filtration products from our sister company Absolent AB.
“Everything we do focuses on clean workplace air – our customers in the UK and around the world count on us to ensure their people are protected from exposure to harmful airborne particles, and their bottom line is healthy.
“Our global product development team is constantly listening to customers to establish what will add the most value to their operations – reducing energy consumption, utilising smaller footprints and offering higher filtration performance at a lower cost are all key topics which our latest products help to tackle.”
F Save – energy saving for Filtermist oil mist filters
The first new product, F Save, has been developed to reduce energy consumption on Filtermist’s centrifugal oil mist filters. Filtermist MD, René Joppi elaborates; “Our research and our customers’ feedback showed that some machines are only operational for around 30% of the working day. If the Filtermist unit is kept running the whole time the machine is switched on, whether it’s needed or not, this means energy is being used unnecessarily. Not only does this waste valuable resources and contribute to the customer’s carbon footprint, it also costs money!
“We’ve developed a smart system that involves attaching a sensor to the machine’s coolant pump which sends a signal to the F Save ‘Hub’. The Hub then switches the Filtermist unit off if the pump isn’t running. Our data shows that with this new smart system customers can reduce their energy usage by up to 70%! In these cases, payback can be achieved in as little as just over three months.
“F Save does not require any electrical interfacing with the machine tool which makes it extremely simple to set up. It also prevents machine operators from accidentally overriding the mist extraction, meaning people are always protected from exposure to harmful airborne oil mist particles.”
AW oil mist filters
Filtermist will also be introducing a brand-new oil mist filter developed in conjunction with Absolent AB. The new ‘AW’ units have been specifically designed to effectively capture large volumes of submicron particles generated in applications that use neat oil.
“The AW series combines over 80 years of oil mist filtration expertise from Absolent and Filtermist, packaged in a compact, lightweight, energy efficient, plug and play unit which is designed to be machine-mounted,” comments Graeme. “This is a very interesting addition to the Group’s product offering, and we are excited to be showing it to a UK audience for the first time on our MACH stand.”
AD dust and fume extraction units
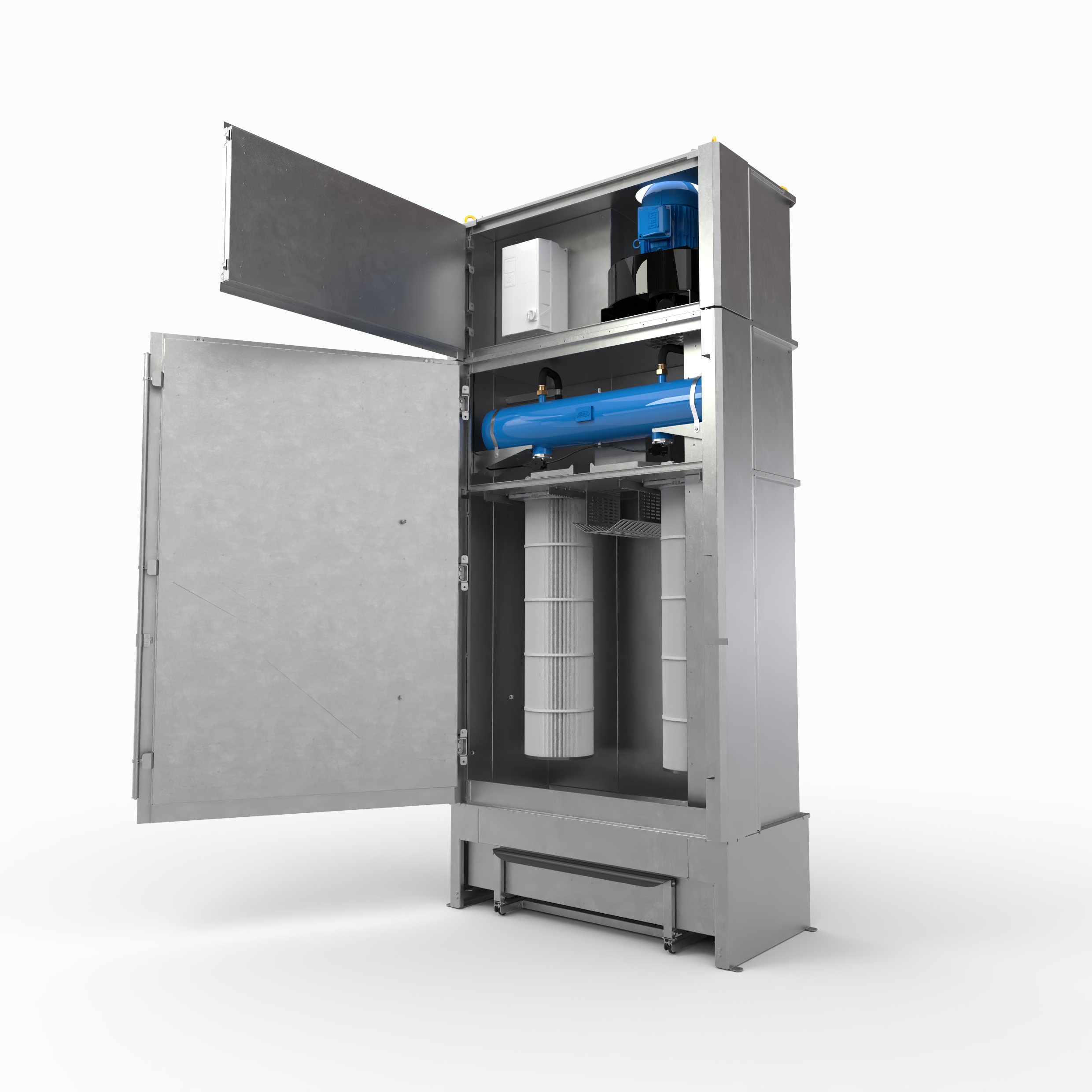
The third new product on show will be an AD dust and fume extraction unit from Absolent AB. Initially launched last year, the AD range is being extended to offer ATEX rated options for use in potentially explosive atmospheres which must comply with DSEAR requirements.
The AD range maximises ‘True Downflow’ technology to provide dust extraction units which are compact, easy to maintain, and deliver optimised filtration density. Designed using input from hundreds of real customer use cases, the AD range provides a truly modular, fully ‘customer centric’ product line that is now available to UK manufacturers that undertake abrasive metal processes including welding, laser cutting, grinding and many more.
True Downflow combines vertical filter elements with a top to bottom air flow. This unique combination optimises the effect of gravity and ensures that the dust coming out of the filter elements during pulse jet cleaning is forced down to the disposal solution in the hopper.
Another unique aspect of the new range is the ’CleanChange™’ filter change clamping mechanism. The filter elements are linked together and, as the operator pulls the first element out, the next one is pulled to the front. No tool is needed, and engineers do not have to enter the dust filled unit to replace blinded filter cartridges.
This latest addition marks a pivotal moment in the Absolent Air Care Group’s product portfolio, as Graeme explains, “Dust extraction markets offer huge growth potential for our global businesses. AD units can be used on a huge range of fume and dust extraction applications and we’re very excited to be showing one in the UK for the first time.”
Visit www.filtermist.co.uk to find out more about all of the products and services Filtermist offers to UK customers.
The speed with which the global maritime industry is adopting AI technology to optimise operations, recruitment and maintenance is leaving the sector open to a swift, autonomous cyber-attack that is almost impossible to detect before it’s too late.
New data shows that up to 60% of all newly disclosed software vulnerabilities on ship, onshore and offshore are being weaponised within 48 hours as hackers also begin to use AI to accelerate attacks.
In 2018, the average time from new software vulnerabilities being published to an actual attack was 63 days; by 2024, it had fallen to five days. Today, AI-driven tools have reduced the hacking window to less than 48 hours, with many systems being targeted within just 15 minutes of a system flaw being detected.
Tetsuji Madarame, a distinguished maritime and logistics expert and former Head of Digital Transformation and Innovation at NYK Line, says that as AI moves rapidly from a generative to agentic and physical model, expanding capabilities into autonomous navigation and optimal fleet operations, “protecting AI-related assets must be a top priority.”
Findings from a Cydome security research paper published this week indicates that 87% of organisations now view AI-related vulnerabilities as the fastest-growing risk, highlighting a dangerous collapse in the traditional security response window. While the technology streamlines operations, it also enables the nefarious to carry out “flawless deception”.
Theofano Somaripa, Group CIO with dry bulk operator Newport S.A, says that cyber-attacks in 2026 will be defined by a “shift in focus from digitalisation to the radical restructuring of business models through AI”.
The report notes that 83% of phishing emails already use AI to target multi-national crews in their native language, and in a way that instantly establishes trust. This has led to a 1600% surge in voice phishing (vishing), where AI clones the speech pattern of C-suite executives to authorise fraudulent transactions.
In a one incident, this type of AI-based skullduggery was used to fleece a European energy major out of US$25 million, when attackers used a deepfake audio clone of the company's CFO to instruct staff to carry out an urgent wire transfer. The voice was so precise in tone, dialect and cadence that the money was gone in a flash.
In a different incident, a US$200,000 crew compensation payment was diverted using an AI-based email interceptor to a criminal’s own account rather than to the family of the deceased seafarer.
And further illustrative of the 195% increase in AI-driven identity fraud, a firm unknowingly hired an operative who used an AI-enhanced photograph and a stolen identity to pass four separate video interviews. Bypassing standard captcha-style verification processes, the fraudster used a "laptop farm" to mask their true location while attempting to infiltrate the company's internal servers.
This mirrors a broader identity crisis where 82 autonomous AI agents now operate on the internet for every one human identity.
Shipping companies are deploying AI faster than they are defining cyber accountability," warns Katerina Raptaki, IT Manager at Greek shipping company Navios, in the report. "In 2026, the question after an incident won't be was the AI wrong?' but why was it trusted?”
Data suggests that system trust is also being eroded with the proliferation of edge network devices, such as routers, firewalls, and VPNs. According to Cydome this “digital gateway” was routinely exploited, with attacks increasing in 2025 by 800%, of which 20% targeted firewalls and VPNs directly.
The report reveals that it was in fact the wiping of “the network edge” that allowed Lab Dookhtegan hacktivists to disconnect a fleet of 116 tankers from the internet and the outside world.
By compromising the infrastructure of the connectivity provider, VSAT partitions on the ships hard drive were completely wiped. This resulted in a total loss of connectivity, substantial operational and safety risks, and compliance and legal issues. Hackers seized control of all ship-to-shore VOIP services.
“In 2026, the most significant cybersecurity risk will come from inside the perimeter,” says Øystein Brekke-Sanderud, Head of Maritime OT/ICS Security at NORMA Cyber. “As organisations become more digitally integrated, insider risk, whether malicious, compromised, or accidental, will be one of the hardest challenges to detect and manage. Resilience will increasingly depend on how well we detect subtle signals early, not just how well we defend the edge."
Panagiotis Anastasiou, Cyber Security Strategy Leader with Bureau Veritas Marine & Offshore furthers: “Attacks are inevitable and, as an incidents analysis indicates, are becoming more sophisticated; the differentiator will be how quickly and safely a shipping company can detect, respond, and continue operations.”
The full report is available at https://cydome.io/cydome-maritime-trends-report-2026/
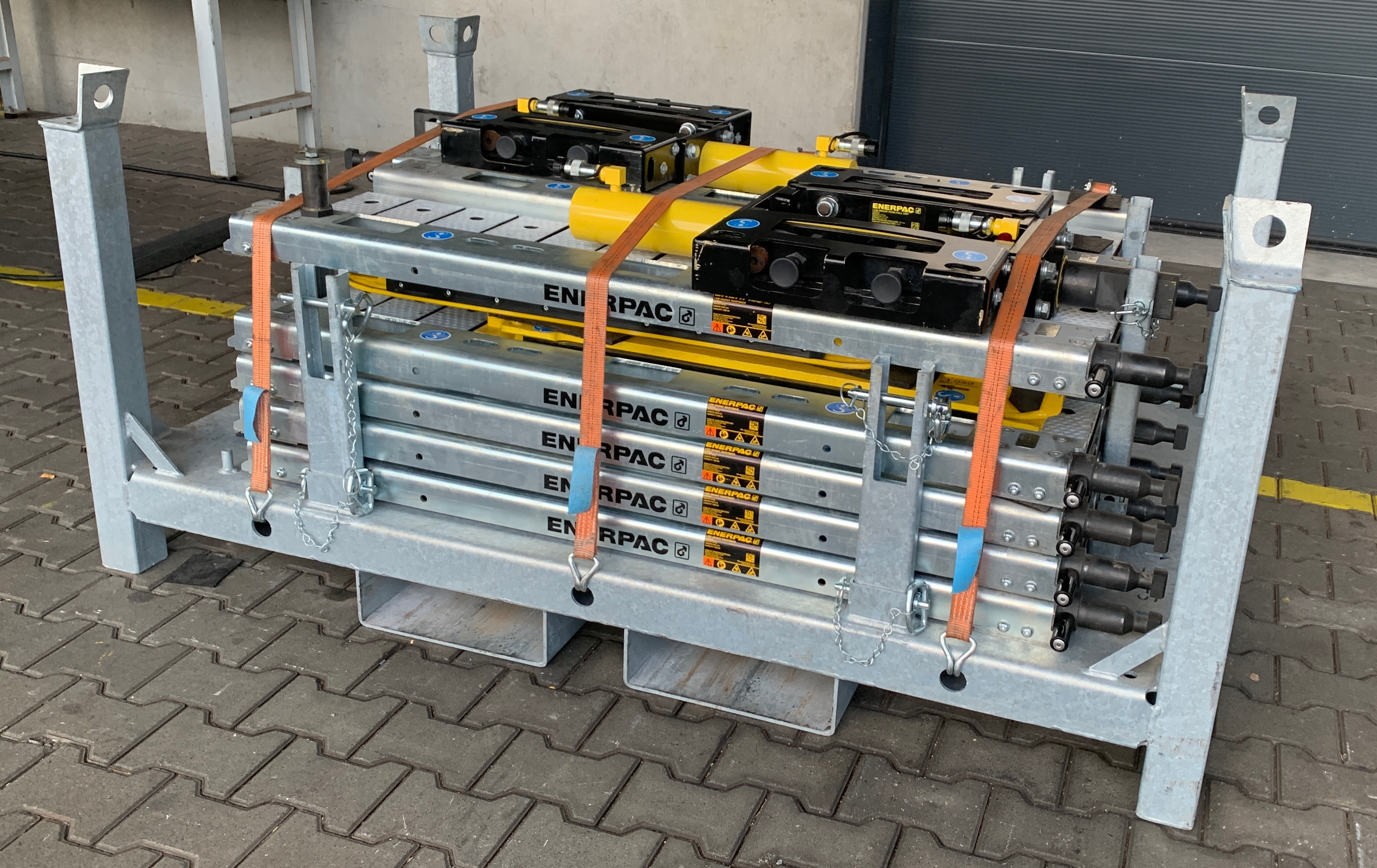
Enerpac has announced the new LHS4-2, a skidding system that is easier and quicker to deploy for skidding loads up to 400T (362.9 tonnes). Backwards compatible with the earlier LHSS400 skidding system, the LHS4-2 features a new track coupling system - no tools needed - and longer tracks allowing quicker track assembly.
The Low-Height Skidding System’s modular design comprises a series of skid beams, skid track and hydraulic push-pull units. Loads travel over special PTFE-coated pads placed on the skid tracks to reduce friction. The push-pull cylinders are powered by a standard Enerpac split flow pump to ensure each skid beam travels synchronously. It also allows bi-directional operation – avoiding the need to reposition cylinders when switching skidding direction.
The LHS4-2 uses a simple hand twist motion to connect the track together in place of the bolting joint used for the earlier skidding system. While track lengths have increased from 955 mm to 1433 mm. Both features, taken together, allow the skidding system to be assembled and disassembled more easily and quickly. Enerpac has developed new skid track handling hooks for a more ergonomic assembly. For ease of transport and storage, the LHS4-2 skidding system is supplied in a steel transport frame, allowing the complete system to be transported and stored safely.
Quick to deploy LHS4-2 Starter Kit
The LHS4-2 Starter Kit includes 10 skid track units, enough for two lines of 7m each, two push-pull units, four skid beams, handling tools and the transport frame. A Skid Track Kit is also available comprising a transport frame and 14 skid tracks for two 10m lines.
“The new LHS4-2 skidding system marks a step change in efficiency and productivity for skidding loads up to 400T,” says Pete Crisci, Commercial Manager - Americas, Enerpac Heavy Lifting Technology. “With the LHS4-2 we’re setting the benchmark for ease of deployment, handling and storage of skidding systems for heavy lift projects.”
For more information on the Enerpac LHS4-2 skidding system,
visit www.enerpac.com

The D1x represents a continuously evolving family of certified notification, initiation, and detection products engineered for operation in the most demanding hazardous industrial and harsh marine environments. Combining extensive international certification with advanced electronic design and robust marine-grade aluminium enclosures to deliver hi-performance signaling and detection solutions. D1x devices are approved for use in Class I/II Division 1 locations to UL/cUL, as well as Zone 1 applications to ATEX/IECEx. Selected variants additionally carry UL1638, CAN/ULC-S526, EN54-23, and UL Marine approvals, enabling deployment across a range of harsh industrial, offshore, and maritime applications.
Integrated audible and visual notifications
The D1xC1 and D1xC2 ranges combine hi-intensity audible and visual signaling in a single, factory-configured device, simplifying installation while maximising alarm effectiveness. Xenon strobe beacons are paired with either flare horn sounders or compact radial horns, the latter providing omni-directional sound coverage regardless of mounting orientation.
Strobe options include 5 and 10 Joules outputs delivering up to 1,000,000 Candelas in seven UV-stable, field-replaceable colours, while sound output reaches up to 123 dB(A) for hi-noise environments. Selected 24Vdc variants are approved for fire alarm applications. A threaded flame path, compact internal layout, and ratchet-adjustable stainless steel brackets improve serviceability, wiring access, and installation accuracy.
The D1xC1F series extends the range to fully certified explosion-proof public mode fire alarm solutions for Class I Division 1/2 and Zone 1 to UL/cUL installations. It includes 15W and 25W loudspeakers with 25/70V line transformers or hi-output alarm horns, combined with Xenon strobes up to 190 Candelas, with automatic synchronisation as standard.
Alarm horn sounders and loudspeakers
Standalone D1xS alarm horn sounders are available in flare and radial formats, supporting up to 64 selectable first-stage alarm tones via internal DIP switching. Remote triggering enables up to four alarm stages or channels. The D1xS1 24Vdc variants carry approvals for public mode fire alarm systems.
The D1xL loudspeaker range includes 15W and 25W models with low-impedance and 70V line capability. DNV type approval confirms suitability for offshore PAGA and fire voice systems. High Q-factor drivers, controlled directivity, and factory-fitted transformers ensure excellent speech intelligibility in hi-ambient noise and corrosive marine conditions.
Manual call points, beacons and heat detectors
The D1xCP1-PS explosion-proof manual call point is UL and UL Marine listed, SIL2 compliant, and rated NEMA 4X, providing dependable manual initiation in hazardous and corrosive environments. The D1xB2 Xenon beacons deliver outputs of 5, 10, 15 or 21 Joules with peak light output of 2,100,000 Candelas. With LED beacon providing an alternative for low-power applications.
The D1xH1 heat detector range integrates Detect-A-Fire® rate-compensated sensing technology within the marine-grade aluminium enclosures. Approved to UL, cUL, ATEX, and IECEx, and SIL2 compliant to IEC 61508, these detectors provide reliable fire and over-temperature detection across, and Class I/II Divisions 1 and 2 to UL, and Zones 0 and 1 to ATEX/IECEx.
D1x family - a reference standard for harsh signaling specifiers
By combining hi-output performance, global approvals, and rugged marine-grade enclosure, the D1x family establishes a benchmark for hazardous-area signaling. From notification and voice evacuation to initiation and detection, it provides a scalable, compliant, and dependable safety platform for harsh and critical industrial applications where life-safety and operational continuity are paramount. Learn more about the D1x family at e2s.com.

New market surveillance data highlights widespread failures in PPE performance, certification, and documentation
The British Safety Industry Federation (BSIF) has revealed that 82% of personal protective equipment (PPE) products sourced from non-registered suppliers failed to meet required standards during testing in 2025, according to findings published in its new white paper, Combatting Substandard PPE in the UK.
The results are based on testing and compliance assessments carried out between January 2025 and January 2026, during which BSIF assessed 88 PPE products sourced from suppliers outside the BSIF Registered Safety Supplier Scheme. In total, 116 individual tests were conducted, alongside detailed reviews of certification, technical documentation, and product marking.
Only 18% of the products tested met all applicable regulatory requirements. The remaining 82% failed due to technical performance failures, missing or invalid certification, inadequate documentation, incorrect product marking, or a combination of these issues.
While 43% of products tested resulted in a direct technical performance failure, the overall non-compliance rate rose sharply once documentation and marking issues were included. Under UK PPE regulations, products that lack valid certification, Declarations of Conformity, or correct CE/UKCA markings are deemed non-compliant regardless of laboratory performance.
BSIF warns that missing or misleading documentation removes any reliable assurance that PPE has been tested against the correct standards or hazard categories, leaving buyers and users unable to confirm whether equipment is suitable for the risks it claims to protect against.
Failure rates across PPE categories
Testing revealed consistently high failure rates across almost every PPE category, with some reaching 100% non-compliance for selected products among non-registered suppliers:
• 100% of hearing protection products tested failed to meet required standards
• 100% of fall protection equipment failed to meet test criteria
• 94% of head protection products did not meet required test criteria
• 86% of eye and face protection products failed tests
• 84% of respiratory protective equipment (RPE) had ineffective filters
• 84% of protective clothing, including flame-retardant and chemical garments, failed tests
• 84% of high-visibility jackets failed brightness and visibility requirements
• 83% of hand protection products left workers inadequately protected
• 79% of safety footwear failed overall compliance checks
• 91% of sports and motorcycle protective equipment did not pass testing
How products failed
The white paper details repeated and serious failure modes identified during testing, including:
• Respiratory protection exceeding permitted particle penetration limits
• Safety helmets transmitting excessive impact force or failing chin-strap anchorage tests
• Eye protection lenses shattering on impact instead of resisting it
• Hearing protectors cracking under drop testing, rendering them ineffective
• Safety footwear failing toecap compression, impact, penetration, and slip resistance tests
• Protective clothing marketed as flame-retardant burning aggressively during testing
• Chemical protective garments sold without verified chemical resistance data
In many cases, products failed multiple criteria simultaneously, compounding the level of risk faced by users.
Commenting on the findings, John Hooker, CEO of BSIF, said: “These findings should concern anyone responsible for worker health and safety. PPE is often the last line of defence against serious injury or harm. When 82% of products from non-registered suppliers fail to meet regulatory requirements — whether through performance failure or missing certification — it highlights a clear compliance gap in the market.
“This is not about minor administrative issues; it is about ensuring that equipment relied upon to protect lives is genuinely fit for purpose. Buyers must verify what they are purchasing and ensure they can evidence compliance.”
Roy Wilders, RSS Scheme Manager, added: “What we are seeing in testing is not isolated or technical nuance, it is fundamental failure. We saw respiratory filters that did not filter effectively, helmets that transmitted excessive force, and protective garments that burned so aggressively testing had to be stopped.
“Equally concerning is the volume of missing or misleading documentation. Without valid Declarations of Conformity, correct markings, and clear user instructions, there is no reliable assurance that a product has ever been properly assessed. That leaves workers exposed and employers vulnerable.”
A call for verification and trusted supply chains
By contrast, PPE sourced from BSIF Registered Safety Suppliers demonstrated a 96% compliance rate, with any issues typically limited to minor documentation matters that were addressed promptly.
BSIF is urging buyers, specifiers, and dutyholders to verify supplier credentials, scrutinise documentation, and look for the BSIF Registered Safety Supplier shield as a clear indicator of compliance, transparency, and a commitment to high standards.
The full white paper, Combatting Substandard PPE in the UK, is available at: Combatting Substandard PPE in the UK.
Hart Door Systems has received further orders for its Speedor Storm following successful operation at a waste management facility west of London.
Hart’s managing director, Nick Hart, says the first doors were installed 18 months ago “and to get further orders, which would bring the total Hart doors on site to five, from the major, transnational, company for Hart’s Speedor Storm is testimony to the quality of our leading brands.”
“Waste and Water management are very important issues facing the country,” says Mr Hart. “ “Waste transfer is subject to strict controls and in the UK the process is formally recorded using a Waste Transfer Note (WTN).
“A WTN is a legal document that tracks each movement of non‑hazardous waste from the point it is produced to the point it is collected, transported, or received by another party.
“This ensures there is a clear audit trail and that waste is only passed to authorised carriers or facilities. Where doors are involved in the process, clearly reliability is essential.”
Mr Hart adds: “Hart’s door systems are activity in over 20 industrial sectors in the UK and across the globe in Europe, Scandinavia, the Far East and North and South America, Africa and the Middle East.

MSA Safety, Inc., a global leader in the manufacture and distribution of PPE and safety systems, welcomes this week's harmonisation of EN 17235, a European test standard for permanently installed anchor devices used in horizontal construction applications.
EN 17235 sets out a comprehensive testing methodology for anchor devices that are permanently fixed to a structure, assessing not only the device itself, but also its fixings and the base material to which it is attached. The standard was harmonised on 9 February, 2026, with an 18-month transition period. After the transition period, manufacturers across the UK and Europewill be required to test products to EN 17235 in order to produce a Declaration of Performance and apply CE marking.
The harmonisation of EN 17235 is expected to significantly improve safety levels industry wide by requiring consistent, robust testing across the built environment, and by preventing the use of inadequately tested products on construction projects.
MSA Safety has long been an advocate for rigorous, up-to-date testing of all safety devices and welcomes the move to make compliance mandatory.
Tim Bissett, technical expert at MSA Safety, is part of the working group that developed this standard. He comments: “This harmonisation of EN 17235 is a major step forward for safety in the construction sector. By making robust testing a legal requirement, the standard helps to level the playing field and helps make sure that anchor devices are properly assessed as complete systems, not just as individual components.”
MSA’s development approach already reflects many of the principles now set out in EN 17235. For instance, its Constant Force Post range has long been tested as a complete system, looking not just at the anchor device itself, but also its fixings and the substrate it’s installed into. That mirrors the standard’s focus on assessing products in realistic installation conditions, helping give a clearer picture of how they’ll perform in practice.
The company is now progressing a programme to test both new and existing products directly to EN 17235, with its next-generation Constant Force Post among the first scheduled. MSA has historically carried out equivalent testing through the German DIBt approval process, whose methodology aligns closely with EN 17235 requirements, meaning many of its established testing practices are already consistent with the new framework.
“Testing to the latest standards has always been fundamental to how MSA designs and validates its safety solutions,” Bissett added. “EN 17235 formalises best practice and provides greater confidence for specifiers, installers and end users alike. Our mission is to send workers home safely to their families at the end of each day, and this helps us to do it.”

SREX690: High-Performance ATEX/IECEx Slip Ring for Hazardous Areas
In heavy industry, oil & gas, and offshore applications, ensuring continuous power transmission to rotating equipment is not only a technical necessity — it is a strategic requirement for safety and productivity.
Within this context, the SREX690 stands out as an ATEX/IECEx certified slip ring developed by SPM Special Machine Srl, an Italian company specialized in the design and manufacturing of high-performance slip rings for harsh and demanding environments.
A Company Founded on Technical Expertise

SPM Special Machine Srl was founded by Ilir Biba, Saverio Anzelmo and Artur Biba, professionals with extensive experience in the electromechanical sector and in the design of solutions for complex industrial applications.
The founders bring together strong backgrounds in:
- Electrical engineering design
- Industrial mechanical engineering
- Project management for regulated markets such as oil & gas and ATEX/IECEx environments
Their shared vision was to create a company capable of combining:
- High manufacturing quality
- Advanced technical customization
- International regulatory compliance
- Fast decision-making and engineering flexibility
This engineering-driven entrepreneurial approach is clearly reflected in products such as the SREX690.
What Is a Slip Ring and Why It Is Essential
A slip ring is an electromechanical device that enables the continuous transmission of:
- Electrical power
- Control signals
- Analog, digital and fiber optic data
between stationary and rotating parts of a machine, without restricting motion or interrupting operation.
Slip rings are essential components in:
- Cranes and lifting systems
- Rotary tables
- Drilling rigs
- Mining machinery
- Offshore and petrochemical systems
SREX690: Power, Safety and Reliability
The SREX690 is specifically designed for high electrical power applications and potentially explosive atmospheres.
Electrical Performance
- Rated current up to 2000 A
- Rated voltage up to 24 kV
- Customizable configurations: SREX690, SREX691, SREX692, SREX693, SREX694
- High short-circuit current withstand capability up to Icc = 60 kA
Innovation in Sliding Contact Technology
A key innovation introduced by SPM Special Machine concerns the sliding contact system between ring and brush.
Significant R&D investment has led to a contact solution that is:
- Mechanically robust
- Electrically safe
- Capable of withstanding high short-circuit currents
Unlike traditional carbon-graphite sliding contacts, where short-circuit capability is typically limited (Icc approximately 2–3 times the rated current In), the SREX690 provides substantially higher short-circuit resistance, improving overall safety and operational reliability.
These characteristics make it ideal for high-power industrial plants and complex machinery requiring superior material reliability and electrical performance.
ATEX / IECEx Certifications and IP66 Protection
The SREX690 is designed with:
- Ex db protection method
- IP66 enclosure rating
- ATEX certification: II 2G Ex db IIB T5 Gb
- IECEx scheme: Ex db IIB T5 Gb
- Mining certification: I M2 Ex db I Mb
The unit complies with international standard IEC 60079-1, ensuring safe operation in potentially explosive atmospheres.
Why Choose the SREX690?
In critical industrial environments, unplanned downtime leads to significant financial losses. A slip ring must guarantee:
✔ Continuous operation
✔ Resistance to dust, moisture and aggressive agents
✔ Long-term electrical stability
✔ Reduced maintenance requirements
✔ Compliance with international regulations
The SREX690 has been engineered specifically to meet these demanding requirements.
SPM’s Approach: Tailor-Made Engineering
One of the key strengths of SPM Special Machine Srl is its customization capability. Each slip ring can be configured according to:
- Number of rings
- Power loads
- Auxiliary circuits
- Installation method
- Specific environmental conditions
This engineering approach ensures perfect integration of the device into the customer’s system.
Conclusion
The SREX690 represents a technologically advanced solution for power transmission in complex and explosion-hazard environments.
High electrical capacity, certified safety, and robust construction make it a strategic choice for industries where reliability and operational continuity are non-negotiable.
If you would like, I can also prepare a more commercial sales-oriented version or a highly technical datasheet-style version suitable for international tenders.