

Typical hazardous locations include the more obvious places such as flour mills, coal mines, petrochemical plants, fuel transfer facilities etc. However, some not so obvious hazardous locations also include waste water treatment plants, saw mills, tunnels and underground passageways or any location where a build-up of naturally occurring flammable material (such as methane or dust) could occur.
In many of these locations there is a need for condition monitoring, i.e. measuring the vibration levels and temperature of rotating machinery. The equipment needed to do the monitoring must therefore be “intrinsically safe”, in other words it must be incapable of igniting an explosive atmosphere, should one exist.
The Dangerous Substances and Explosive Atmospheres Regulations (DSEAR) require employers to control the risks to safety from fire and explosions. Consequently, this entails compliance with BS EN 1127 (Explosive atmospheres - explosion prevention and protection), which in turn requires that any electrical equipment used is intrinsically safe and complies with BS EN IEC 60079.
The likelihood of an explosive atmosphere existing is dealt with in these standards by the definition of various zones. However, it is the responsibility of the plant operator to decide which parts of their plant are in which zones.
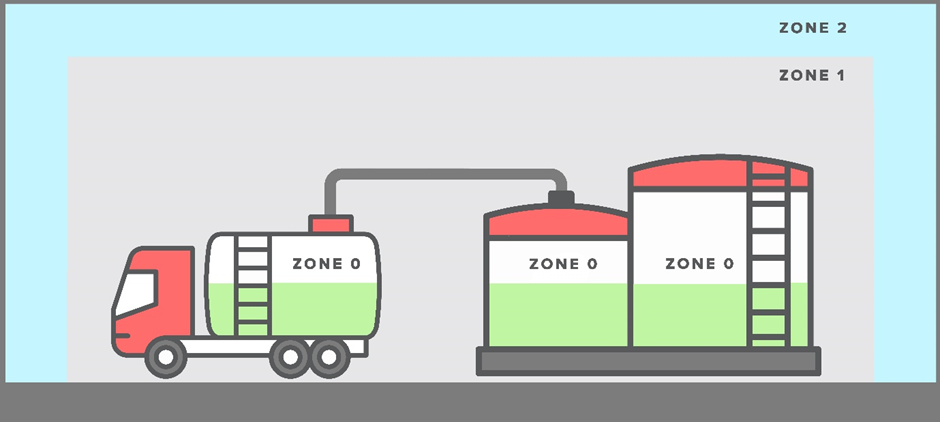
For IECEx (Worldwide) & ATEX (European) standards the following zones are defined:
Zone 0 - an area in which an explosive atmosphere is present constantly or for long periods or frequently.
Zone 1 - an area in which an explosive atmosphere is likely to occur in normal operation occasionally.
Zone 2 - an area in which an explosive atmosphere is not likely to occur in normal operation but, if it does occur, will persist for a short period only.
Intrinsically safe instruments can cost many times more than their non-intrinsically safe equivalents. This is partly due to the increased manufacturing costs (e.g. additional safety components and encapsulation) but also due to the high cost of certification. However, Test Products International (TPI) believes it has achieved a real breakthrough with the very affordable TPI 9080Ex vibration analyser. The TPI 9080Ex combines on-meter diagnostics with the all-important ability to TREND readings over time to simplify condition based maintenance (CBM).
IECEx and ATEX certified for use in Zone 1 and with North American approval for Class I, Zone 1, the TPI 9080Ex is certified for use in hazardous locations anywhere in the world.
The TPI 9080Ex uses industry standard BNC connected intrinsically safe accelerometers and offers on-meter analysis for the detection of machine faults such as unbalance, misalignment, looseness and bearing wear. With full colour OLED display and Bluetooth communications, the TPI 9080Ex features colour coded alarms and zoomable on-screen vibration frequency plots with cursor readout. It can store lists (routes) of up to 1000 machines, each with up to 10 measurement points, with full waveform and frequency spectrum (FFT) capture.
The included free-to-use VibTrend PC-based trending and reporting software features high-end benefits such as automatic email notification of alarms and report generation to implement a full CBM strategy. Routes and readings can easily be transferred to/from the TPI 9080Ex via Bluetooth using a smart phone or tablet running the free TPI Cloud Bridge App. This allows service personnel to be sent routes and return readings, no matter where they are in the world.
In-line with TPI’s philosophy of being the value leader, the TPI 9080Ex has a list price of only £3,500.
For more information please contact TPI Europe’s head office on +44 1293 530196 or take a look on the website at www.tpieurope.com or email This email address is being protected from spambots. You need JavaScript enabled to view it.

