Explosion safety concerns almost everyone. The following article explains the available protective systems as well as a cost-effective way to protect spray dryers.
Explosion safety measures
The obvious steps include organisational measures such as regular maintenance of the plant components, comprehensive, thorough cleaning of all parts as well as the production facilities themselves, and training of the responsible personnel. Nevertheless, there is plenty of potential for improvement in many areas.
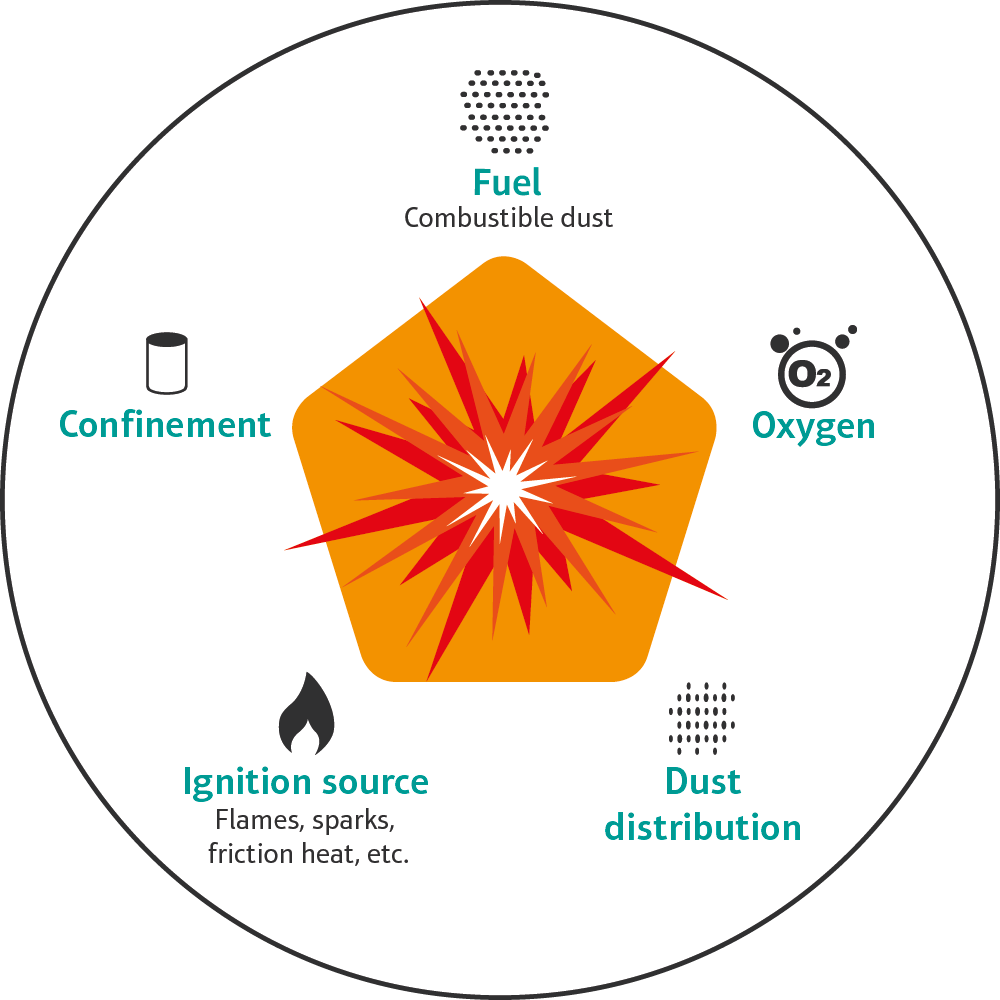
Explosion prevention concepts are designed to prevent a build-up of explosive dust or gas/air mixtures and/or ignition sources. The goal here is to reduce the probability of explosions occurring. Various options are available: dedusting and cleaning, inerting, earthing, vibration monitoring, camera systems for nozzle monitoring and the use of CO detection systems.
But even if all these precautions have been taken, reliable or complete explosion safety is often not guaranteed.
Explosion protection, by contrast, involves reducing the effects of an (inevitable) explosion and is the central, most frequently applied explosion safety concept.
Certified protective systems are used to safeguard employees, affected plant components and the entire environment. All available options for explosion protection are briefly described below.
Conventional venting via explosion vents
Explosion vents are often used in systems located outside buildings or for plant components mounted on an exterior wall. For example, dryers, silos, filters and elevators located outdoors are protected in this way. In the event of an explosion, the explosion vent protects the corresponding system by opening, thus dissipating the overpressure in the vessel and releasing the explosion outside to a safe area. Since virtually no two industrial processes are the same, various types of explosion vents are available, which differ in terms of their shape, material, temperature and pressure/vacuum resistance. Nowadays, even processes that are subject to strict hygiene requirements can be protected using explosion vents. For example, the EGV HYP hygienic explosion vent instantaneously protects critical systems such as spray dryers with or without wet cleaning, fluid bed dryers, filters and mixers, thus providing a cost-effective protection solution that ensures compliance with the requirements of hygienic design.

Fig. 1: Explosion vents differ in shape and structure depending on the application.
Flameless explosion venting for plants inside buildings
For plants located inside buildings, explosion vents are not suitable due to the lack of a sufficiently large safety area into which the escaping dust and flames can be directed. Since this represents an enormous safety risk for personnel and plant components alike, this problem is often solved by means of vent ducts, also called relief ducts. However, the latter often preclude a process-optimised plant design and are usually very expensive, since the pressure that the duct and the system must withstand increases in proportion to the distance from the explosion source. This cost increase is due to the fact that the vessels to be protected require increased compressive strength.
Flameless venting is an economical and effective solution. Different manufacturers use various technologies to ensure flameless venting.
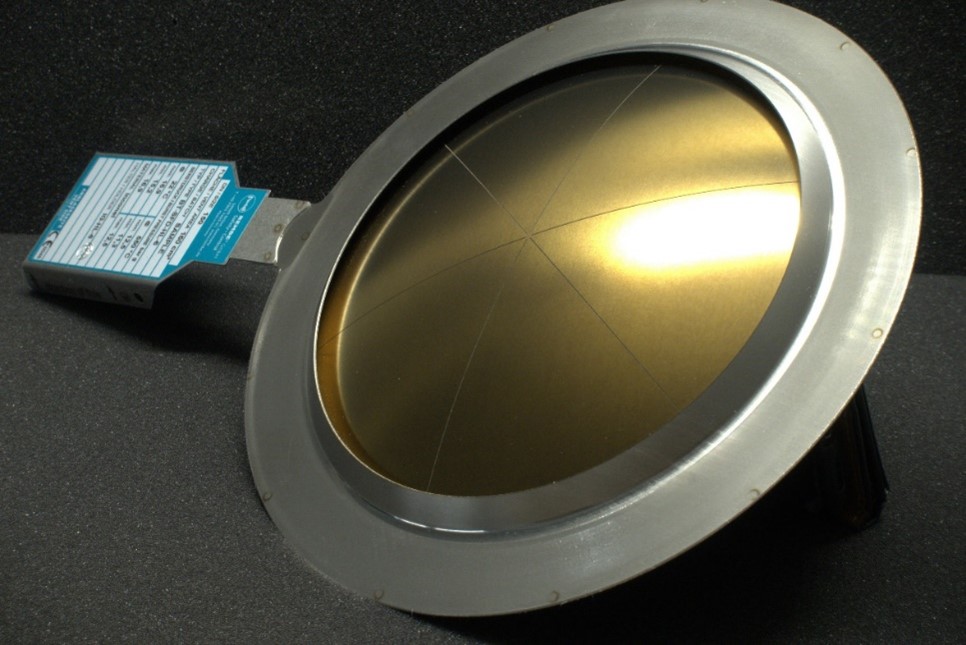
REMBE, the inventor of flameless venting, offers three different products: Q-Rohr, Q-Box and Q-Ball. The special stainless steel mesh filter inlet used in the products cools down flames efficiently so that no flames or pressure escape. The typical pressure increases and noise during an indoor explosion are reduced to a barely perceptible minimum, ensuring the protection of both man and machine. In addition to the special stainless steel mesh filter, Q-Ball, Q-Rohr and Q-Box consist of an explosion vent with integrated signalling, which informs the process control system about the burst of the explosion vent.

Fig. 2: Flameless venting Q-Rohr
Explosion isolation
In every production facility, individual plant components are interconnected by means of pipelines. The purpose of explosion isolation systems is to seal these pipelines in the event of an explosion to prevent the propagation of pressure and flames, thereby protecting the adjacent plant components. A distinction is made here between active and passive isolation systems.
Active systems use sensors or detectors to detect an explosion as it occurs. They register the rising pressure or flames as they form and activate the associated isolation device, e.g. a quench valve. Due to their structural design, passive isolation systems, which are ideal for dust applications, react purely mechanically to a build-up or loss of pressure. Explosion isolation flap valves are a popular example of such a solution. They are kept open during normal operation by means of the currents present in the pipeline. In the event of an explosion, the valve closes due to the expanding pressure front, effectively preventing the propagation of pressure and flames.
Explosion suppression
In addition to the methods already mentioned, explosion suppression is another aspect of explosion protection. In this case, the idea is to eliminate the explosion before it can fully form. This is made possible by detectors that use sensors to detect pressure or flames and immediately trigger the extinguishing agent canisters that are also installed in the system. The latter disperse a highly effective extinguishing agent within milliseconds and thus nip the explosion in the bud. If required, an explosion suppression system can also be used for explosion isolation.
The Q-Bic extinguishing barrier from REMBE was developed in strict compliance with the hygiene requirements for spray-drying plants. Thanks to the convex dirt protection cap, neither water nor dust deposits can accumulate on the Q-Bic. The blue-green QXP extinguishing powder prevents cross-contamination and the patented SJX nozzle ensures optimum application of the extinguishing powder. The Q-Bic is particularly suitable for large pipes attached to dryers and filters or complex shaft geometries such as conveyors and elevators.

Fig. 3: REMBE extinguishing barrier Q-Bic
Protection of spray dryers and cyclones – a case study
The task is to protect a spray dryer and a connected cyclone; the product is discharged via the cyclone.
The technical data at a glance:
- Drying temperature: 90˚C
- Dust specifications:
- organic dust St1
- KSt value: 150 bar*m/s
- Pmax: 8 bar
- lower explosion limit: 255g/m3
- strength of all system elements: tested Pdesign of min. 0.3 bar
A safety concept is required that incorporates as few explosion safety products as possible. This is a common requirement; however, it can only be met by considering the plant as a whole and taking all technical specifications, as well as the latest research findings, into account.
In the present case, explosion isolation of the spray dryer from the cyclone is not necessary. At first glance, this contradicts the statement made earlier that isolation is absolutely necessary to prevent an explosion from propagating. However, scientific evidence shows that decoupling can be dispensed with if a Pred of max. 0.3 bar is determined for the entire plant, since any hazardous pre-compression in the neighbouring equipment can then be ruled out.
Protection for the spray dryer
VDI guideline 2263, or more precisely Sheet 7.1, states that under the following circumstances a reduced volume can be assumed when calculating the necessary vent areas / protective systems:
1. No integrated fluid bed
2. No recirculation of fine dust into the head of the spray dryer
3. The average dust concentration inside the spray dryer is lower than the lower explosion limit of the dust.
If these three conditions are met, as in the present case, either a reduced volume of 1/3 of the total volume or the volume of the cone can be assumed. The larger volume must be selected in each case.
For the spray dryer in question, 1/3 of the total volume, i.e. 19.85 m3, was selected.
Observance of VDI guideline 2263, Sheet 7.1. allows an additional reduction in addition to the volume, resulting in smaller required vent areas. If it can be assumed that, due to the process, the optimum dust concentration for an explosion will never be present, the protective systems can be designed with a reduced KSt value. Due to the nature of the process – the product is to be dried after all – it has been scientifically proven that a maximum concentration of 250 g/m³ cannot occur in the spray drying system.
The inclusion of the latest research results and current guidelines in the design thus leads to a reduction in the volume to be considered and the KSt value. This in turn allows the creation of a safety concept that is not only safe but also cost-effective. By comparison, without taking these reductions into account, the vent areas for the spray dryer to be protected would have been up to 340% larger. From the operator's point of view, this is over-engineering, because larger relief areas always mean greater effort to modify the respective plant components and, last but not least, higher acquisition costs.
The following table shows how the protection system for the spray dryer under consideration might look with and without the described design requirements:
|
Protective systems in use
|
Conventional design
|
Design according to the latest research findings
|
|
Explosion vents, free venting to outside areas*
|
4 x EGV HYP hygienic explosion vents (586x920mm) (with EHEDG approval)
|
1 x EGV HYP hygienic explosion vent (586x920mm) (with EHEDG approval)
|
|
Flameless explosion venting
|
5 x Q-Box 586x920 with EGV HYP hygienic explosion vent
|
2 x Q-Box 586x920 with EGV HYP hygienic explosion vent
|
|
Combination of vent ducts and explosion vents
|
5 x EGV HYP hygienic explosion vents (586x920mm) (with EHEDG approval)
+ duct cover
|
1 x EGV HYP hygienic explosion vent (586x920mm) (with EHEDG approval)
+ duct cover
|
|
Suppression
|
3 x extinguishing agent bottles (45 l)
|
2 x extinguishing agent bottles (45 l)
|
* Rather unusual in the industry, as the plants are typically located inside buildings and "free" explosion venting is therefore not possible.
For round vessels such as spray dryers, selected flameless explosion venting systems, e.g. the Q-Box, can be installed by means of an adapter flange. Since the entire plant is located inside a building and the operator wanted an explosion protection system with the lowest possible maintenance requirements, flameless venting was chosen in this example.
Protection for the cyclone
For the associated cyclone, the original safety characteristics of the dust in question must be taken into account. Cyclones are usually vented via the vortex finder, which must be included in the design as a vent duct. Therefore, it is also crucial to know the exact dimensions of this plant component. In this particular case, the cyclone is protected by a DN 800 Q-Rohr equipped with an ERO hygienic explosion vent. By ensuring that the smooth surface of the explosion vent faces the processing area, all hygiene requirements from production are met.
The product discharge area below the cyclone is equipped with an explosion-proof and flame-proof rotary valve.
Risk of tampering with safety systems
Even the highest quality protective systems can only do their job if they are installed correctly and protected against tampering. The risk of tampering is an important issue, and also one that is sometimes ignored.
Recently, REMBE engineers have found indications of such deficiencies increasingly frequent during plant inspections:
For example, safety devices are disabled, electronic signalling and warning devices are bridged, mechanical elements are secured with too few fasteners and bolts. The reasons for this are complex and certainly not easy to understand.
The protective systems from renowned manufacturers such as REMBE are therefore designed from the ground up to ensure a high degree of in-built safety that is immune to tampering. For example, screw connections are replaced by non-detachable riveted connections; bolts are designed to be self-locking and captive.
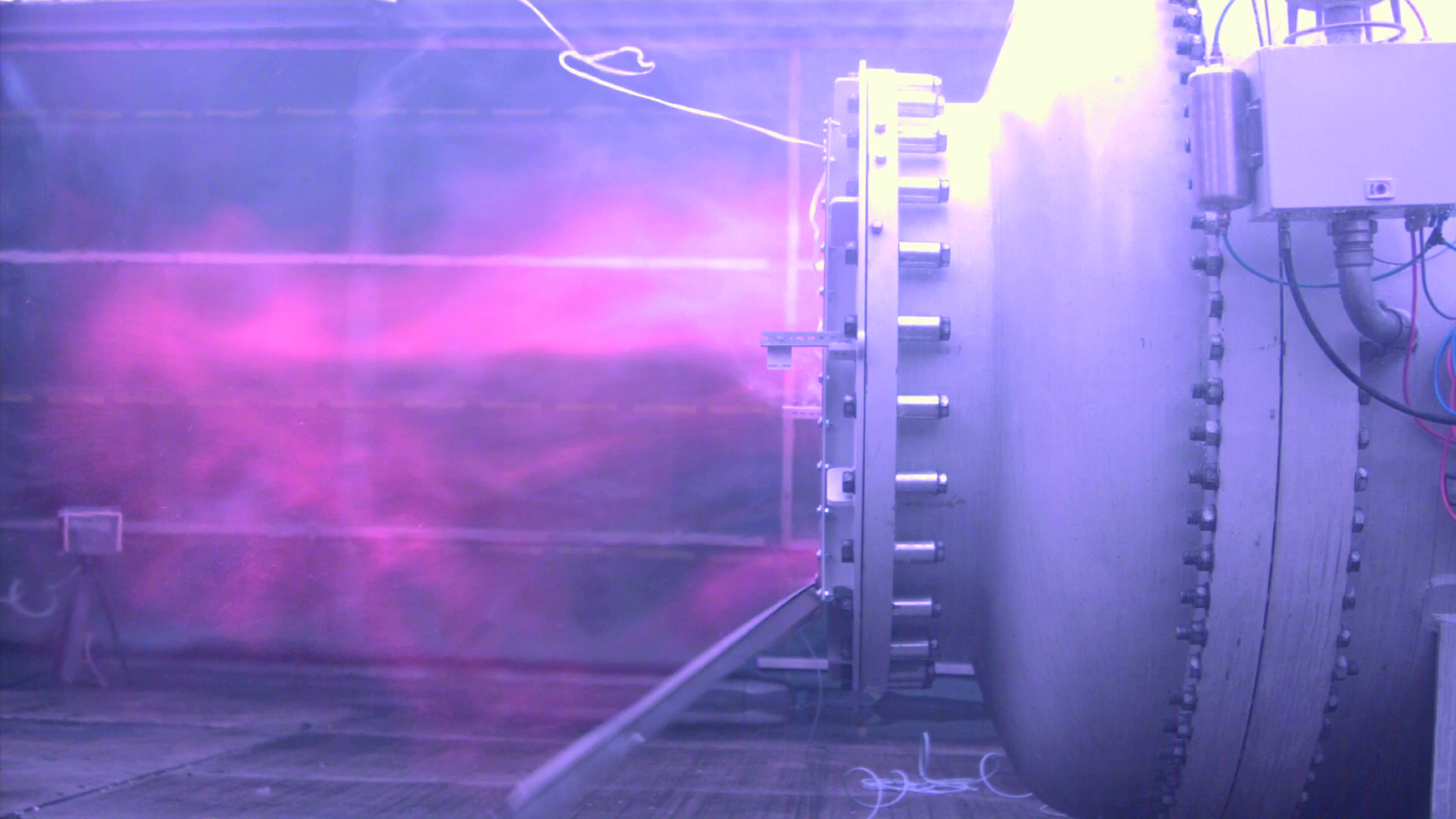
This is particular essential for more complex components such as devices for flameless venting. These systems are typically installed indoors, but always in locations where free venting, e.g. via explosion vents, is not possible. However, if the part responsible for flameless venting fails or has any weak points, this could have devastating consequences for the surrounding area, which would be left defenceless against the flames and pressure of an explosion.

Fig. 4: REMBE Flameless venting on a fluidbed
www.rembe.de